ГОСТ Р 51814.3-2001
Группа Т59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИСТЕМЫ КАЧЕСТВА В АВТОМОБИЛЕСТРОЕНИИ
МЕТОДЫ СТАТИСТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССАМИ
Quality systems for automotive industry.
Methods of statistical process control
ОКС 03.120.30
43.020
ОКСТУ 0011
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции"
Акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД")
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 2 октября 2001 г. N 401-ст
3 ВВЕДЕН ВПЕРВЫЕ
Введение
Настоящий стандарт устанавливает некоторые методы и элементы системы статистического управления процессами (SPC).
Разработка стандарта вызвана необходимостью дальнейшего подъема и развития автомобильной промышленности с помощью современных методов и приемов, в том числе статистических, признанных ведущими автомобильными компаниями мира.
Стандарт предназначен для технических специалистов и менеджеров предприятий, производящих автотранспортные средства, и их поставщиков. Основой настоящего стандарта является руководство "Статистическое управление процессами", входящее в систему документов "QS-9000. Требования к системам качества" [1, 2].
Применение настоящего стандарта не ограничено автомобильной отраслью. Методы, установленные в стандарте, применимы на предприятиях других отраслей, заинтересованных в развитии и непрерывном совершенствовании процессов производства продукции, процессов управления и администрирования, процессов взаимодействия с поставщиками, а также в улучшении систем качества.
1 Область применения
Настоящий стандарт устанавливает некоторые основные статистические методы, которые могут быть использованы для совершенствования работы процессов, в том числе технологических.
Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя при этом соответствие продукции и услуг установленным требованиям. Основной статистический инструмент, используемый при этом, - контрольные карты.
Документ не ограничивает применение других статистических методов для конкретных процессов, а устанавливает единый формализованный подход к статистическому управлению процессами.
Настоящий стандарт устанавливает основные понятия и элементы системы статистического управления процессами, такие как:
- система управления процессами;
- влияние изменчивости на выход процесса;
- статистически управляемое состояние;
- цикл непрерывного совершенствования;
- контрольные карты и их применение.
Стандарт предназначен для технических специалистов и менеджеров, применяющих в своей деятельности статистические методы управления процессами на предприятиях различных отраслей промышленности, в том числе автомобильной.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.10-2000 (ИСО 3534-1-93) Статистические методы. Вероятность и основы статистики. Термины и определения
ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения
ГОСТ Р 50779.40-96 (ИСО 7870-93) Статистические методы. Контрольные карты. Общее руководство и введение
ГОСТ Р 50779.42-99 (ИСО 8258-91) Статистические методы. Контрольные карты Шухарта
3 Определения
В настоящем стандарте использованы термины с соответствующими определениями по ГОСТ Р 50779.10, ГОСТ Р 50779.11, а также приведенные ниже:
3.1 анализ зон: Метод детального анализа контрольных карт Шухарта, использующий деление полосы между контрольными границами на три эквивалентных зоны выше и три таких же зоны ниже среднего значения процесса.
Примечание - Эти зоны называют "сигмовыми" зонами, где сигма () - стандартное отклонение распределения выборочных средних. Каждой зоне приписывают вероятность нахождения в ней точек, наносимых на контрольную карту, в предположении нормального распределения. Например зоны, соседние со средним значением всех выборок, имеют вероятность нахождения в них средних отдельных выборок, равную 0,3413; следующие зоны - по 0,136 и внешние зоны - по 0,02135. Областям за контрольными границами приписывают вероятность 0,00135. Вероятности для точек, наносимых на
-карту, зависят от объема выборки, в то время как для карт по альтернативному признаку вероятности основаны на биномиальном распределении или распределении Пуассона. Простые правила, которые можно определить для этого метода, могут быть использованы в системе раннего предупреждения слабых изменений процесса.
3.2 возможности процесса: Полный размах собственной изменчивости стабильного процесса 6.
Примечания
1 В случае количественных данных возможности процесса определяют способностью процесса удовлетворять требованиям технического допуска, которая может быть оценена индексом (например, индекс ), учитывающим как настроенность, так и разброс при выполнении некоторых предположений (раздел 15).
2 В случае альтернативных данных возможности процесса обычно определяют на основе контрольных карт как среднюю долю или частоту несоответствий или несоответствующих единиц.
3.3 диаграмма Парето: Простой графический метод, предусматривающий ранжирование всех потенциальных областей или источников изменчивости (вариаций) в соответствии с их вкладами в стоимость или полную изменчивость. Обычно небольшое число источников определяет большую часть изменчивости (или стоимости), так что усилия для решения проблемы следует концентрировать на главных источниках, временно игнорируя "второстепенное большинство".
3.4 причинно-следственная диаграмма (диаграмма "рыбий скелет", диаграмма Исикавы): Простой метод для индивидуального или группового решения проблем, использующий графическое описание различных элементов процесса для анализа потенциальных источников его изменчивости.
Примечание - Определения диаграммы Парето и причинно-следственной диаграммы даны в более узком смысле для целей статистического управления процессами.
3.5 изменчивость: Неизбежные различия между индивидуальными выходными данными процесса. Причины изменчивости (вариации) могут быть сгруппированы в два основных класса: обычные и особые причины.
Примечания
1 Обычные и особые причины вариации иногда называют соответственно случайными и неслучайными (ГОСТ Р 50779.11).
2 Следует различать полную изменчивость, возникающую из-за обычных и особых причин, оцениваемую как , и собственную изменчивость, возникающую только из-за влияния обычных причин, оцениваемую как
.
3.6 карта серий: Простой графический метод, использующий взаимное расположение значений некоторой статистики (характеристики процесса), например индивидуальных значений, и центральной линии, например медианы значений, с помощью которого можно анализировать серии точек на контрольной карте.
3.7 медиана: Центральное значение в группе измерений, когда они расположены в порядке возрастания и их число нечетное. Если число измерений четное - это среднее арифметическое двух центральных значений.
Примечание - Значения медиан в подгруппах образуют основу простой контрольной карты для отражения расположения процесса.
3.8 несоответствие: Конкретное проявление признака продукции, которое не удовлетворяет техническому требованию или другим контрольным нормативам. Для анализа несоответствий используют - и
-карты.
3.9 несоответствующая единица: Единица продукции, не удовлетворяющая техническим требованиям или другим контрольным нормативам. Для анализа несоответствующих единиц используют - и
-карты.
Примечание - Индивидуальная несоответствующая единица может иметь более одного несоответствия (например, окрашенная дверь может иметь несколько царапин).
3.10 нормальное распределение: Непрерывное симметричное распределение количественных данных, график плотности которого имеет колоколообразную форму и является основой контрольных карт для количественного признака.
Примечание - Если измерения имеют нормальное распределение, то около 68,26% всех индивидуальных значений лежат в пределах ± от среднего, около 95,44% - в пределах ±2
и около 99,73% - в пределах ±3
. Эти данные являются основой для:
- построения контрольных границ (поскольку выборочные средние подгрупп имеют тенденцию к нормальному распределению, даже если исходные данные не подчиняются нормальному распределению);
- принятия решений о возможностях процесса (поскольку результаты многих процессов производства соответствуют нормальному распределению).
3.11 обнаружение: Ориентированная на прошлый опыт стратегия идентификации неприемлемой продукции после производства и отделения от приемлемой.
3.12 ошибка первого рода: Отклонение гипотезы, когда она верна, то есть принятие действий, направленных на устранение особой причины, когда реально процесс не изменился (излишнее управление).
3.13 ошибка второго рода: Принятие гипотезы, когда она неверна, то есть действия не выполняют, когда реально на процесс воздействует особая причина (недостаточное управление).
3.14 подгруппа: Одно или более наблюденных значений признака, используемых для анализа возможностей процесса.
Примечания
1 Подгруппу, собранную таким образом, чтобы обеспечить максимальное подобие данных в каждой подгруппе и максимальное отличие подгрупп между собой называют рациональной подгруппой.
2 Обычно выбирают рациональные подгруппы так, чтобы изменчивость, представленная в каждой подгруппе, по возможности была мала для процесса (изменчивость только от обычных причин) и так, чтобы любые изменения (от особых причин) проявлялись как различия между подгруппами (примеры формирования рациональных подгрупп - по ГОСТ Р 50779.42, приложение А).
3 Рациональные подгруппы обычно отбирают из последовательных серий значений, иногда применяют случайные выборки.
3.15 предупреждение: Стратегия, ориентированная на будущее, которая улучшает качество и производительность и направлена на проведение анализа и корректирующих действий самого процесса; совместима с философией непрерывного совершенствования.
3.16 пригодность процесса: Полный размах полной изменчивости процесса 6.
3.17 процесс: Взаимодействие людей, оборудования, материалов, методов, средств и среды, в результате которого получают продукцию или услугу.
Примечание - Процесс может затрагивать любой аспект бизнеса.
3.18 решение проблем: Процесс продвижения от признаков к причинам (особым или обычным) для непрерывного совершенствования.
Примечание - Основные методы решения проблем - диаграммы Парето, причинно-следственные диаграммы и методы статистического управления процессами.
3.19 серия точек: Некоторое число последовательных точек, устойчиво возрастающих или убывающих или лежащих выше или ниже центральной линии.
Примечание - Расположение серии точек может указывать на наличие особых причин изменчивости.
3.20 скользящий размах: Разность между большими и меньшими значениями среди двух или большего числа последовательных выборок, когда получая каждую новую точку данных, размах перерасчитывают добавлением этой точки и удалением старейшей хронологической точки, так что каждое значение размаха содержит по крайней мере одну точку из предыдущей выборки. Обычно скользящий размах используется на контрольных картах индивидуальных значений и определяется двумя последовательными точками.
3.21 стабильность: Отсутствие особых причин изменчивости (свойство статистически управляемого состояния процесса).
3.22 стабильный процесс: Процесс, находящийся в статистически управляемом состоянии.
3.23 статистически управляемое состояние: Состояние, описывающее процесс, из которого удалены все особые причины изменчивости, то есть наблюдаемая изменчивость может быть объяснена постоянной системой случайных причин (далее - управляемое состояние).
Примечание - Если на контрольной карте отсутствуют точки за контрольными границами и тренды в контрольных границах - это статистически управляемое состояние процесса.
3.24 тренд: Тенденция к возрастанию или убыванию значений наблюдаемых величин, нанесенных на график в порядке их получения после исключения случайных ошибок и циклических эффектов.
4 Обозначения
В настоящем стандарте использованы следующие обозначения:
- | множитель для среднего размаха | |
- | множитель для | |
- | множитель для среднего размаха | |
| - | множители для |
- | число несоответствий в выборке, применяемое в | |
- | среднее число несоответствий в выборках постоянного объема | |
- | делитель для | |
- | индекс воспроизводимости стабильного по разбросу среднего процесса без учета положения; | |
- | индекс воспроизводимости стабильного по разбросу и настройке процесса; | |
- | коэффициент воспроизводимости процесса; | |
- | делитель для | |
| - | множители для среднего размаха |
- | множитель для среднего скользящего размаха | |
- | число подгрупп, использованных для вычисления контрольных границ; | |
- | скользящий размах; | |
- | нижняя контрольная граница (например | |
- | наименьшее предельное значение поля допуска; | |
- | число индивидуальных значений в подгруппе; объем подгруппы, выборки; | |
- | средний объем подгруппы, выборки; | |
- | число несоответствующих единиц в подгруппе или выборке объема | |
- | центральная линия; | |
- | среднее число несоответствующих единиц в подгруппе или выборке постоянного объема | |
- | доля несоответствующих единиц в подгруппе или выборке ( | |
- | средняя доля несоответствующих единиц в серии подгрупп, выборок; | |
- | индекс пригодности процесса без учета положения среднего; | |
- | коэффициент пригодности процесса; | |
- | индекс пригодности с учетом положения среднего; | |
- | размах подгруппы ( |
Примечание - В случае контрольной карты индивидуальных значений ,
,...,
за размах подгруппы
принимают
![]() ,
, ![]() и т.д.
и т.д.
- | средний размах серии подгрупп постоянного объема для | |
- | среднее серии средних размахов подгрупп постоянного объема; | |
- | медиана размахов серии размахов подгрупп постоянного объема; | |
- | выборочное стандартное отклонение отдельных подгрупп (для построения | |
- | выборочное стандартное отклонение процесса, полученное по объединенной выборке (без разделения на подгруппы); | |
- | среднее выборочное стандартное отклонение серии подгрупп; | |
- | число несоответствий на единицу продукции в выборке, которая может содержать более одной единицы ( | |
- | среднее число несоответствий на единицу в выборках необязательно одинакового объема; | |
- | верхняя контрольная граница; | |
- | наибольшее предельное значение поля допуска; | |
- | индивидуальное значение, на котором основаны другие статистики подгрупп ( | |
- | среднее арифметическое в подгруппе ( | |
- | среднее средних арифметических для подгрупп (там, где необходимо среднее взвешенное объемов подгрупп); оцененное среднее процесса; |
Примечание - Величина используется также для обозначения среднего процесса для
-карты, несмотря на то, что
представляет в этом случае только один уровень усреднения (точек индивидуальных значений). Это сделано для того, чтобы не путать с величиной
, которая всегда обозначает среднее отдельной подгруппы;
- | медиана значений в подгруппе (карта медиан); | |
- | среднее медиан подгрупп, оцененная медиана процесса; | |
- | стандартное отклонение распределения значений характеристики процесса, выраженной в виде некоторой статистики; |
Примечание - Стандартное отклонение конкретной статистики, основанной на выборках, обозначают обычно с соответствующим индексом, например - стандартное отклонение распределения средних для подгрупп;
- стандартное отклонение распределения размахов подгрупп;
- стандартное отклонение распределения долей несоответствующих единиц и т.д.;
- оценка стандартного отклонения;
Примечание - Обозначение оценки стандартного отклонения может быть уточнено. Например: - оценка стандартного отклонения (полной изменчивости) процесса на основе выборочного стандартного отклонения объединенной выборки индивидуальных значений относительно среднего значения объединенной выборки;
- оценка стандартного отклонения (собственной изменчивости) стабильного процесса по среднему размаху или среднему стандартному отклонению выборок из процесса.
5 Применение контрольных карт для количественного признака
5.1 Контрольные карты для количественного признака применяют в тех случаях, когда при регистрации данных фиксируют измеренные значения характеристик процесса. Примерами таких данных могут быть диаметр подшипника, усилие при закрывании двери. Для управления процессами наиболее часто применяют карты средних арифметических (далее - средних) и карты размахов (- и
-карты).
5.2 Контрольные карты для количественного признака предпочтительны по следующим причинам:
1) численное значение (например, диаметр равен 16,45 мм) содержит больше информации, чем регистрация альтернативных событий "да-нет" (например, диаметр внутри поля допуска или вне поля допуска);
2) общие затраты на измерения в некоторых случаях оказываются ниже, хотя получение одного отдельного измерения дороже, чем получение единицы данных в виде "да-нет", так как для получения достаточной информации о процессе зачастую требуется измерить меньшее число единиц продукции, чем при контроле по альтернативному признаку;
3) происходит сокращение времени между изготовлением деталей и корректирующими действиями благодаря меньшему числу единиц, необходимых для проверки при принятии решения;
4) улучшение процесса может быть оценено количественно, даже если все индивидуальные значения лежат внутри установленного допуска. Это важно при проведении анализа и дальнейшего непрерывного совершенствования процесса.
5.3 С помощью контрольных карт по количественному признаку можно объяснить поведение процесса как по разбросу (изменение от единицы к единице), так и по расположению уровня процесса (среднему процесса). Благодаря этому контрольные карты по количественному признаку можно анализировать попарно: одна карта для среднего процесса, другая - для разброса.
Наиболее часто применяют пары - и
-карты (раздел 6),
и
-карты (раздел 7);
- и
-карты (раздел 8),
- и
-карты (раздел 9). Общее руководство и введение, а также классификация контрольных карт приведена в ГОСТ Р 50779.4
0.
5.4 До применения карт для количественных данных должны быть выполнены следующие действия:
1) создана благоприятная окружающая среда. Руководство должно обеспечить:
условия для выполнения действий по улучшению качества,
ресурсы и среду для объективной оценки процессов;
2) определен процесс. Процесс должен быть понят, установлены его взаимосвязи со всеми операциями, пользователями и конкретными элементами процесса (люди, оборудование, материал, методы и окружающая среда), которые влияют на каждую стадию. Такие методы как причинно-следственная диаграмма и карта технологического процесса помогут выявить взаимосвязи, для чего рекомендуется объединить опыт специалистов, отвечающих за разные аспекты процесса, используя межфункциональный подход;
3) определены характеристики, которые должны быть нанесены на карты. Проводят изучение тех характеристик, которые наиболее перспективны для совершенствования процесса (принцип Парето). Рекомендуется учитывать следующие моменты:
а) потребности потребителей. Учитывают требования и взаимосвязи как конечного потребителя, так и последующего процесса производства продукции или услуги. С целью непрерывного совершенствования рекомендуется работать над проблемой в команде;
б) области текущих и потенциальных проблем. Рассматривают установленные факты потерь или низкой эффективности (например, брак, переделки, затраты времени, потеря цели) и области риска (например, увеличение числа изменений в продукции, в услуге или в процессе);
в) корреляцию между характеристиками. Для эффективного и результативного изучения работы процесса используют преимущества взаимосвязи характеристик. Например, если рассматриваемую характеристику трудно измерить (объем), следует измерить связанную с ней характеристику (массу). Если несколько отдельных характеристик изделия имеют тенденцию изменяться взаимозависимо, то достаточно наносить на карту только одну из них.
Примечание - Статистическая корреляция не определяет однозначно причинно-следственную связь между величинами. При отсутствии информации о процессе для проверки наличия таких взаимосвязей и их значимости может потребоваться специально спланированный эксперимент.
4) определена измерительная система. Характеристика должна быть измерена в процессе работы. Информация должна быть доведена до всех заинтересованных лиц. Следует указать, какая информация должна быть собрана, где, когда и при каких условиях. Измерительное оборудование должно отвечать требованиям точности и воспроизводимости результатов измерений и периодически проходить калибровку и поверку. Выбор характеристики определит тип контрольной карты;
5) минимизирована изменчивость. Необходимо снизить воздействие неслучайных внешних источников изменчивости во избежание проблем, которые могут и должны быть решены без контрольных карт. Во всех случаях необходимо фиксировать все существенные изменения, такие как смена инструмента, исходного материала и т.д., что помогает в последующем анализе процесса.
5.5 Выбор объема, частоты отбора и числа подгрупп
Для построения контрольной карты необходимо разработать план сбора данных; определить объем подгрупп, частоту отбора и число анализируемых подгрупп:
5.5.1 Выбор объема подгрупп. Первый шаг при подготовке карт по количественному признаку - определение рациональных подгрупп.
Подгруппы должны быть сформированы так, чтобы вариации внутри подгруппы представляли собой только изменчивость от изделия к изделию за короткий период времени. В этом случае любое необычное изменение между подгруппами будет отражать изменение в процессе, которое должно быть исследовано для принятия соответствующих действий.
При первоначальном обследовании процесса, как правило, подгруппы должны состоять из четырех-пяти последовательно изготовленных изделий, произведенных при одинаковых производственных условиях за короткий промежуток времени. При этом изменчивость внутри подгрупп будет отражать обычные причины. Когда эти условия не выполнены, по контрольной карте нельзя эффективно выявить особые причины изменчивости или необычный ход процесса (6.3.1 и 6.3.2). Объем выборок должен быть постоянным для всех подгрупп.
5.5.2 Определение частоты отбора подгрупп. Подгруппы рекомендуется отбирать достаточно часто, чтобы они могли отразить потенциальные причины изменений процесса во времени. Изменения могут возникнуть из-за различия между сменами, замены партий материала, изменения температурного режима и т.д.
При первоначальном обследовании процесса отбирают подгруппы последовательно через короткие интервалы времени, чтобы выявить возможные изменения процесса за такие короткие периоды. Когда процесс стабилен (или проводят усовершенствование процесса), интервал времени между формированием подгрупп может быть увеличен.
5.5.3 Определение числа подгрупп. Должно быть собрано достаточное число подгрупп, чтобы все основные причины изменчивости могли проявиться. Обычно 25 или более подгрупп, содержащие 100 или более индивидуальных значений, дают хороший результат при проверке на стабильность и если она есть, хорошую оценку настройки и разброса процесса.
При четком определении критериев формирования подгрупп в некоторых случаях могут быть использованы существующие данные, которые получены недавно. Рекомендации по формированию подгрупп - по ГОСТ Р 50779.42.
Примеры заполнения контрольных карт по количественному признаку приведены в приложении А.
6 Контрольные карты средних арифметических и размахов ( - и
- и  -карты)
-карты)
6.1 Сбор данных- и
-карты строят по измерениям конкретной характеристики процесса на выходе. Данные собирают небольшими подгруппами постоянного объема (от двух до пяти последовательных измерений признака продукции) с периодическим отбором подгрупп (например каждые 15 минут, дважды за смену и т.д.). Должен быть разработан план сбора данных с учетом требований 5.5, который применяют при записи и нанесении данных на карту.
6.2 Построение контрольных карт (рисунок А.1 приложения А)
6.2.1 Подготовка бланка контрольных карт
Традиционно - и
-карты строят одну над другой:
-карта над
-картой и ниже указывают блок данных. Значения
и
откладывают на вертикальных осях. Номера подгрупп откладывают по горизонтальной оси. Карта также содержит блок данных, то есть место для каждого индивидуального результата измерений, а также для сумм результатов измерений, средних, размахов, даты, времени или другой информации о каждой подгруппе.
6.2.2 Расчет средних арифметических (далее - средних) значений и размахов для каждой подгруппы
Наносимые на карту характеристики - средние выборок и размахи выборок
для каждой подгруппы показывают поведение среднего для всего процесса и его разброс соответственно.
Для каждой подгруппы вычисляют:
![]() ; (1)
; (1)
![]() , (2)
, (2)
где ![]() - индивидуальные значения в подгруппе;
- индивидуальные значения в подгруппе;
- объем подгруппы.
6.2.3 Выбор шкалы для контрольных карт
Шкалы на вертикальных осях предназначены для значений и
соответственно. Рекомендуется, чтобы разность между верхним и нижним краями шкалы
-карты была, по крайней мере, вдвое больше разности между наибольшим и наименьшим значениями средних подгрупп
. Для
-карты шкала должна иметь значения от нуля до двукратного наибольшего размаха
, наблюдавшегося в начальный период.
Примечание - Рекомендуется брать цену деления шкалы размахов вдвое большей, чем шкалы средних. Для обычно применяемых объемов подгрупп расстояния между контрольными границами для средних и размахов будут примерно равны, что визуально удобно при анализе.
6.2.4 Нанесение значений средних и размахов на контрольные карты
После выбора шкал необходимо нанести значения средних и размахов на соответствующие карты. Затем соединяют точки сплошными линиями, чтобы были наглядно видны ход изменений и тренды.
Если некоторые точки значительно выше или ниже других, необходимо проверить правильность вычислений и нанесения точек.
6.2.5 Вычисление контрольных границ
Необходимо, чтобы все контрольные карты имели контрольные границы. Только карты, используемые для первоначальной оценки стабильности процесса или после проведения усовершенствования (изменения), могут быть разрешены к применению без нанесенных контрольных границ и отмечены, например, словами "начало обследования".
Контрольные границы вначале определяют для карты размахов, а затем - для карты средних.
Для начального периода обследования и вычисления контрольных границ находят среднее размахов и среднее процесса по формулам:
![]() ; (3)
; (3)
![]() , (4)
, (4)
где - число подгрупп;
и
- размах и среднее первой подгруппы,
и
- то же второй подгруппы и т.д.
Контрольные границы рассчитывают для того, чтобы определить, насколько средние и размахи подгрупп изменяются под действием только обычных причин. Они основаны на объеме подгрупп и величине изменчивости внутри подгруппы, отражаемой размахами. Верхнюю и нижнюю контрольные границы для размахов и средних вычисляют по формулам:
![]() ; (5)
; (5)![]() ; (6)
; (6) ![]() ; (7)
; (7)![]() , (8)
, (8)
где ,
и
- множители, зависящие от объема подгруппы
. В таблице 1 приведены значения этих множителей.
Таблица 1 - Множители, зависящие от объема подгруппы
2 | 3,27 | - | 1,88 |
3 | 2,57 | - | 1,02 |
4 | 2,28 | - | 0,73 |
5 | 2,11 | - | 0,58 |
6 | 2,00 | - | 0,48 |
7 | 1,92 | 0,08 | 0,42 |
8 | 1,86 | 0,14 | 0,37 |
9 | 1,82 | 0,18 | 0,34 |
10 | 1,78 | 0,22 | 0,31 |
Примечания 1 Для | |||
2 Источник данных - [2]; [3]. | |||
Для построения линий среднего размаха и среднего процесса на контрольных картах проводят сплошные горизонтальные линии со значениями и
соответственно, которые являются центральными линиями на картах. Контрольные границы (
![]() ,
, ![]() ,
, ![]() ,
, ![]() ) наносят штриховыми горизонтальными линиями и соответственно обозначают. На период начального обследования их рассматривают как пробные контрольные границы.
) наносят штриховыми горизонтальными линиями и соответственно обозначают. На период начального обследования их рассматривают как пробные контрольные границы.
6.3 Оценка статистически управляемого состояния процесса
Контрольные границы могут быть интерпретированы следующим образом: если изменчивость процесса (средний размах ) от единицы к единице и среднее процесса
остаются постоянными, то для отдельных подгрупп размахи
и средние
могут меняться только случайно, при этом они редко могут выйти за контрольные границы. Также не будет очевидных трендов или закономерного поведения в измеренных данных, кроме тех, которые могут возникнуть случайно.
Анализ контрольных карт проводят с целью распознавания причин изменчивости и (или) отклонения среднего процесса от постоянного уровня для проведения соответствующих действий. - и
-карты анализируют отдельно, но их сравнение может дать дополнительную информацию об особых причинах, воздействующих на процесс.
6.3.1 Анализ данных на карте размахов
6.3.1.1 Анализ расположения точек на карте
Для оценки изменчивости от единицы к единице первым проводят анализ -карты. Положение точек на карте сравнивают с контрольными границами для определения точек, расположенных за этими границами, определения необычного поведения данных процесса или наличия тренда.
а) точки за контрольными границами (рисунок 1). Наличие одной или большего числа точек за любой из контрольных границ - первый сигнал о нарушении управляемого состояния в этой точке. Поскольку точки вне контрольных границ крайне редки, то следует предположить, что выпавшая точка указывает на наличие особой причины. Необходимо отметить каждую такую точку для немедленного анализа процесса и принятия корректирующих действий, предусмотренных при возникновении особой причины по 6.3.1.3.
| |
ПРОЦЕСС УПРАВЛЯЕМ ПО РАЗМАХАМ | ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО РАЗМАХАМ (точки за контрольными границами) |
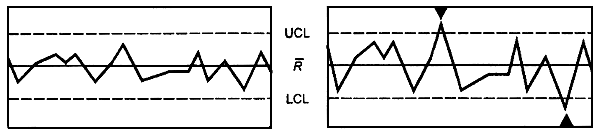
Рисунок 1 - -карта. Точки за контрольными границами
Точка выше верхней контрольной границы для размахов обычно является признаком следующего:
- неправильный расчет контрольной границы или неправильное нанесение точки;
- увеличились (ухудшились) изменчивость от единицы к единице, то есть увеличился разброс данных в одной конкретной точке во времени, либо эта точка - продолжение тренда;
- изменилась измерительная система и (или) потеряла надлежащую разрешающую способность.
Точка ниже нижней границы (для 7) обычно является признаком одной из следующих причин:
- неправильный расчет контрольной границы или неправильное нанесение точки;
- уменьшился (улучшился) разброс данных;
- изменилась измерительная система (включая искажение данных);
б) неслучайное поведение или тренды внутри контрольных границ. Наличие необычного расположения точек или трендов, даже если все значения размахов в контрольных границах, может быть свидетельством неуправляемости или изменения разброса данных процесса в течение данного интервала времени или тренда. Такое состояние - признак наличия особых причин, которые должны быть скорректированы. Напротив, некоторое расположение точек или тренды могут быть благоприятными, они должны быть изучены с целью постоянного совершенствования процесса. Сравнение поведения точек на картах размахов и средних может дать дополнительную информацию;
в) необычное расположение серии точек (рисунок 2). Следующие случаи необычного расположения серии точек являются признаком того, что начался сдвиг или тренд процесса:
- 7 точек подряд по одну сторону от среднего значения;
- 7 точек подряд последовательно возрастают (равны или больше предыдущего значения) или последовательно убывают.
| ||||
ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО РАЗМАХАМ (серии точек выше и ниже среднего размаха) | ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО РАЗМАХАМ (возрастающая или убывающая серия точек) | |||
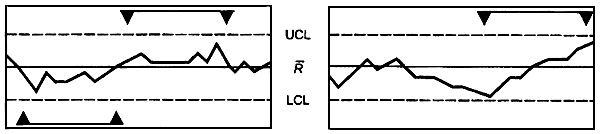
Рисунок 2 - -карта. Серии точек (размахов)
В этих случаях рекомендуется отметить серию точек, а также точки, которые могли бы быть к ней присоединены. Следует проанализировать приблизительное время, с которого, возможно, начался тренд или сдвиг.
Серия точек выше среднего значения или возрастающая серия точек обычно являются признаком следующих причин:
- возрос разброс данных, который мог произойти из-за действия особой причины (такой, как неисправность оборудования) или замены одного из элементов процесса (например новые, менее однородные, партии материала), что нуждается в исправлении;
- произошло изменение в измерительной системе (например новый калибр).
Серия значений размахов ниже среднего значения или убывающая серия точек обычно являются признаком следующих причин:
- уменьшился разброс данных, что указывает на улучшение состояния процесса, которое следует изучить для широкого использования и для совершенствования процесса;
- произошло изменение в измерительной системе, которое может скрыть истинное изменение в настройке процесса;
Примечание - При уменьшении объема подгруппы до 5 и менее возможность появления серий точек ниже возрастает, поэтому для выявления дальнейшей изменчивости может оказаться необходимым рассматривать серии длиной 8 или более точек.
г) неслучайное поведение данных процесса (рисунок 3). В дополнение к наличию точек за контрольными границами и длинных серий могут быть другие случаи расположения данных, являющиеся следствием действия особых причин. Такие случаи рекомендуется анализировать. Последствиями действия неслучайных причин могут быть очевидные тренды, циклы, общий разброс точек внутри контрольных границ или взаимозависимость значений в подгруппах (например первое измерение в подгруппе может быть всегда наибольшим). Восемь критериев оценки разброса точек подробно рассмотрены в ГОСТ Р 50779.42.
| ||||
ПРОЦЕСС НЕУПРАВЛЯЕМ (точки слишком близки к среднему) | ПРОЦЕСС НЕУПРАВЛЯЕМ (точки слишком близки к контрольным границам) | |||
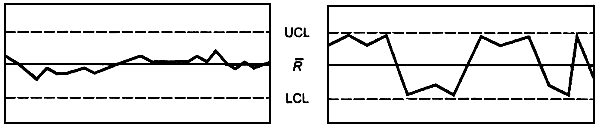
Рисунок 3 - -карта. Неслучайное поведение данных процесса
Примечание - Если присутствуют несколько потоков процесса, их необходимо идентифицировать и анализировать отдельно.
6.3.1.2 Нахождение особых причин (-карта)
При каждом сигнале об особой причине на карте размахов проводят анализ работы процесса, чтобы определить причину, исправить положение и предотвратить повторение. Следует учитывать, что не все особые причины негативны и некоторые из них могут привести к совершенствованию процесса в части уменьшения вариации размахов. Такие особые причины должны быть учтены для возможного использования в процессе.
При анализе проблем важна своевременность как с точки зрения минимизации производства несоответствующей продукции, так и получения обоснованных фактов для установления причин. Например появление одной точки вне контрольных границ - это повод для начала немедленного анализа процесса. Записи о работе процесса - полезный источник информации для идентификации особых причин. Такие методы, как диаграмма Парето, причинно-следственная диаграмма и другие графические средства также помогают в объяснении поведения процесса.
6.3.1.3 Пересчет контрольных границ (-карта)
После проведения начального обследования или оценки стабильности процесса контрольные границы должны быть пересчитаны, чтобы исключить выявленные периоды статистической неуправляемости. Необходимо исключить все подгруппы, на которые повлияли особые причины, затем пересчитать и нанести на карту новые линии среднего размаха и контрольные границы, проверить, что все точки размахов указывают на состояние статистической управляемости в новых границах и повторить, если надо, последовательность действий: идентификация - коррекция - пересчет.
Если некоторые подгруппы были исключены из -карты в силу установленных особых причин, то они должны быть также исключены из
-карты. Пересмотренные значения
и
должны быть использованы для пересчета пробных контрольных границ для средних.
6.3.2 Анализ данных на карте средних
6.3.2.1 Анализ расположения точек на карте
После анализа -карты и установления стабильности внутригрупповой вариации необходимо построить
-карту для определения изменения расположения уровня процесса во времени.
Контрольные границы для -карты основаны на средней вариации индивидуальных значений
внутри подгрупп, то есть на величине
. Для средних, находящихся в управляемом состоянии, их вариации связаны с размахами. Если средние изменяются, это означает, что некоторые особые причины влияют на настройку процесса, что приводит к нестабильности.
Положение точек на карте сравнивают с контрольными границами для нахождения точек за этими границами, определения неслучайного поведения данных процесса или наличия тренда:
а) точки за контрольными границами (рисунок 4). Наличие одной или большего числа точек за любой из контрольных границ - первый признак действия в этой точке особой причины, что требует немедленного анализа работы процесса.
| |
ПРОЦЕСС УПРАВЛЯЕМ ПО СРЕДНИМ | ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО СРЕДНИМ (точки за контрольными границами) |

Рисунок 4 - -карта. Точки за контрольными границами
Точка за любой из контрольных границ может означать следующее событие:
- неправильный расчет контрольных границ или неправильное нанесение точки;
- произошел сдвиг процесса либо в одной точке, либо это часть тренда;
- изменилась измерительная система.
Последовательность точек или тренды внутри контрольных границ указывают на необычное поведение процесса. Рекомендуется сравнить поведение точек на картах размахов и средних для выявления причин такого поведения.
б) серии точек (рисунок 5). Каждый из следующих признаков показывает, что начался сдвиг или тренд:
- 7 точек подряд с одной стороны от среднего;
- 7 точек подряд последовательно возрастают или убывают.
| ||||
ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО СРЕДНИМ (серии точек выше и ниже центральной линии) | ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО СРЕДНИМ (возрастающая серия точек) | |||
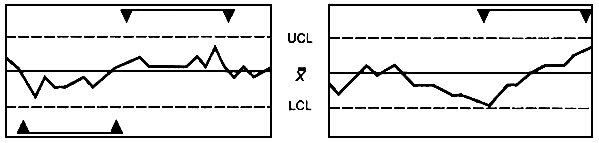
Рисунок 5 - -карта. Серии точек
В этих случаях необходимо отметить точки, которые подсказывают решение. Следует проанализировать приблизительное время, с которого, возможно, начался тренд или сдвиг.
Серия точек относительно среднего процесса обычно является признаком следующих причин:
- изменилось и (или) продолжает изменяться среднее процесса;
- изменилась измерительная система.
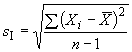
в) неслучайное поведение данных процесса (рисунок 6). Различные случаи поведения точек также могут указывать на действие особых причин изменчивости, например такие, как тренды, циклы, необычный разброс точек внутри контрольных границ и взаимосвязь значений внутри подгрупп.
| |
ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО СРЕДНИМ (точки слишком близки к среднему процесса) | ПРОЦЕСС НЕ УПРАВЛЯЕМ ПО СРЕДНИМ (точки слишком близки к контрольным границам) |
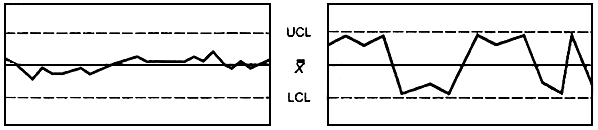
Рисунок 6 - -карта. Неслучайное поведение
Примечание - Если работают несколько процессов, они должны быть идентифицированы и прослежены отдельно.
6.3.2.2 Нахождение особых причин (-карта)
При каждом сигнале об особой причине на карте средних проводят анализ работы процесса, чтобы определить ее источник, исправить положение и предотвратить повторение. Важна своевременность анализа как для выявления причины, так и для минимизации потерь при производстве несоответствующей продукции. При этом необходимо учитывать, что не все особые причины дают негативный результат (6.3.1.2).
При проведении анализа рекомендуется использовать диаграмму Парето, причинно-следственную диаграмму и метод расслоения данных. Пример расслоения данных при формировании рациональных подгрупп приведен в ГОСТ Р 50779.42.
6.3.2.3 Пересчет контрольных границ (-карта)
После проведения начального обследования или оценки стабильности процесса необходимо исключить обнаруженные точки, для которых были найдены и устранены особые причины. Следует пересчитать, нанести на карту среднее процесса и контрольные границы, убедиться, что все точки на карте указывают на состояние статистической управляемости в новых границах и повторить, если необходимо, последовательность действий: идентификация - коррекция - пересчет.
Для текущего наблюдения за процессом желательно настроить процесс на цель.
Для быстрого обнаружения больших сдвигов процесса без увеличения общего числа единиц продукции, отбираемых за день, рекомендуется изменить объем подгрупп, который влияет на ожидаемый средний размах, для чего отбирать меньшие выборки с большей частотой. Для получения центральной линии и контрольных границ для нового объема выборки необходимо сделать следующие шаги:
а) оценить стандартное отклонение процесса . При существующем объеме подгруппы вычислить
по формуле
![]() , (9)
, (9)
где - средний размах подгрупп (для периодов с размахами процесса в управляемом состоянии);
- коэффициент, зависящий от объема подгруппы, как показано в таблице 2.
Таблица 2 - Коэффициент , зависящий от объема подгруппы
2 | 1,13 |
3 | 1,69 |
4 | 2,06 |
5 | 2,33 |
6 | 2,53 |
7 | 2,70 |
8 | 2,85 |
9 | 2,97 |
10 | 3,08 |
Примечание - Источник данных - [2]; [3]. | |
б) использовать множители: (см. таблицу 2);
,
,
(см. таблицу 1), основанные на новом объеме подгруппы, и рассчитать новый размах и новые контрольные границы:
![]() ; (10)
; (10)![]() ; (11)
; (11)![]() ; (12)
; (12)![]() ; (13)
; (13)![]() . (14)
. (14)
На контрольных картах строят новые границы для оценки текущего состояния процесса.
Если через некоторое время поступил сигнал об изменении среднего или размаха процесса, должна быть определена причина и если изменение подтверждено, контрольные границы следует опять пересчитать.
Примечание - Цель контрольных карт - достижение разумного и экономичного статистически управляемого состояния процесса. Поэтому в реальных производственных условиях статистически управляемыми процессами можно считать такие процессы, у которых малый процент точек показывает нарушение статистически управляемого состояния и это сопровождается применением надлежащих действий по устранению причин.
6.4 Оценка возможностей процесса
Если установлено, что процесс в статистически управляемом состоянии, то оценивают возможности процесса по стабильному выполнению технических требований.
После работы с - и
-картами, когда установлено, что размахи и средние находятся в управляемом состоянии, оценку стандартного отклонения
(формула 9) можно использовать для расчета количественной характеристики возможностей процесса (раздел 15).
7 Контрольные карты средних арифметических и стандартных отклонений (- и
-карты)
7.1 - и
-карты, как и
- и
-карты, строят по измеренным (количественным) данным, полученным на выходе процесса, и всегда применяют парами. Карты размахов применяют чаще, так как размах легко вычислить и он эффективен при малых объемах подгрупп (меньших 9). Выборочное стандартное отклонение
- более эффективный показатель изменчивости процесса, особенно при больших объемах выборки. Но его сложнее вычислить и он менее чувствителен при обнаружении особых причин изменчивости в одной точке. Обычно
-карты применяют вместо
-карт, когда выполняют следующие условия:
- данные оперативно обрабатывают компьютером;
- для вычисления применяют калькуляторы, что удобно в повседневной работе;
- используют большие объемы выборо
к.
7.2 Сбор данных
Сбор данных осуществляют в соответствии с 5.5 с учетом следующих отличий:
1) если измеренных данных много, их записывают в отдельную таблицу, а значения и
для подгрупп отмечают на самой карте.
Выборочное стандартное отклонение для каждой подгруппы вычисляют по одной из следующих эквивалентных формул
 (15)
(15)
или
![]() , (16)
, (16)
где - индивидуальные значения подгруппы;
![]() ;
;
- среднее подгруппы;
- объем подгруппы.
Примечание - Не следует округлять значения , если вычисления проводят вручную.
2) цена деления шкалы должна быть такой же, как шкалы
.
7.3 Построение контрольных карт (рисунок А.2 приложения А)
Для построения контрольных карт необходимо вычислить контрольные границы.
Процедура вычисления контрольных границ - по 6.2.5. Отличия заключаются в нахождении верхних и нижних контрольных границ для стандартных отклонений и средних, которые вычисляют по следующим формулам:
![]() ; (17)
; (17)![]() ; (18)
; (18)![]() ; (19)
; (19)![]() , (20)
, (20)
где - среднее выборочных стандартных отклонений
отдельных подгрупп;
,
и
- множители, зависящие от объема подгруппы, значения которых для объемов от 2 до 10 приведены в таблице 3.
Таблица 3 - Множители, зависящие от объема подгруппы
2 | 3,27 | - | 2,66 |
3 | 2,57 | - | 1,95 |
4 | 2,27 | - | 1,63 |
5 | 2,09 | - | 1,43 |
6 | 1,97 | 0,03 | 1,29 |
7 | 1,88 | 0,12 | 1,18 |
8 | 1,82 | 0,19 | 1,10 |
9 | 1,76 | 0,24 | 1,03 |
10 | 1,72 | 0,28 | 0,98 |
Примечания | |||
1 Нижнюю контрольнаую границу | |||
2 Источник данных - [2]; [3]. | |||
7.4 Оценка статистически управляемого состояния процесса
Оценку статистически управляемого состояния процесса проводят по 6.3. При этом необходимо оценить стандартное отклонение , которое рассчитывают по формуле
![]() , (21)
, (21)
где - среднее выборочных стандартных отклонений (для периодов стабильности);
- делитель, зависящий от объема подгруппы, значения которой для объемов от 2 до 10 приведены в таблице 4.
Таблица 4 - Делитель , зависящий от объема подгруппы
2 | 0,798 |
3 | 0,886 |
4 | 0,921 |
5 | 0,940 |
6 | 0,952 |
7 | 0,959 |
8 | 0,965 |
9 | 0,969 |
10 | 0,973 |
Примечание - Источник данных - [2]; [3]. | |
Если процесс имеет нормальное распределение, эту оценку стандартного отклонения применяют для оценки возможностей процесса, когда выборочные средние и стандартные отклонения статистически управляемы (раздел 15).
8 Контрольные карты медиан и размахов ( - и -карты)
- и -карты)
8.1 Карты медиан и размахов альтернативны - и
-картам при управлении процессами с измеряемыми (количественными) данными. Несмотря на то, что медианы статистически не столь эффективны, как средние, карта медиан приводит к аналогичным решениям и имеет некоторые преимущества:
- карта медиан проста в применении, она не требует большого числа вычислений, что может расширить ее применение в производстве;
- карта медиан показывает разброс результатов процесса и дает текущую картину изменчивости процесса, поскольку наряду со значениями медиан на карту наносят индивидуальные значения;
- карту медиан можно использовать для сравнения результатов нескольких процессов или одного процесса на последовательных стадиях, поскольку одна карта показывает как медиану, так и разброс.
Рекомендации по построению и применению - и
-карт подобны рекомендациям для
- и
-карт по разделу 6.
8.2 Сбор данных
Сбор данных осуществляют по 6.1, кроме того:
1) для карт медиан значение 10 и предпочтительны нечетные объемы подгрупп;
2) можно строить только один график, при этом пределы шкалы устанавливают таким образом, чтобы были включены большие значения из следующих:
- пределы поля допуска плюс значения измерений, вышедшие за эти пределы, или
- разность между большим и меньшим индивидуальными измерениями, умноженная на коэффициент от 1,5 до 2. Шкала на карте должна соответствовать шкале прибора;
3) наносят индивидуальные значения для каждой подгруппы по вертикальной линии, обводят медиану каждой подгруппы (среднюю точку или, при четном объеме выборки, середину между внутренними точками) и соединяют медианы подгрупп линией для выявления трендов;
4) записывают для каждой подгруппы значения медианы и размаха
в блок данных. Рекомендуется строить карту размахов, чтобы наблюдать на ней тренды или серии точек в размахах.
8.3 Построение контрольных карт
Для построения контрольных карт необходимо вычислить контрольные границы. Вычисление контрольных границ проводят по 6.2.5 с учетом отличий, приведенных ниже:
1) находят среднее медиан подгрупп и проводят через эту точку центральную линию на карте;
2) находят среднее размахов ;
3) вычисляют верхнюю и нижнюю контрольные границы для размахов и медиан по формулам:
![]() ; (22)
; (22)![]() ; (23)
; (23)![]() ; (24)
; (24)![]() , (25)
, (25)
где ,
и
- множители, зависящие от объема подгруппы, которые для объемов от 2 до 10 приведены в таблице 5.
Таблица 5 - Множители, зависящие от объема подгруппы
1 | 3,27 | - | 1,18 |
3 | 2,57 | - | 1,19 |
4 | 2,28 | - | 0,80 |
5 | 2,11 | - | 0,69 |
6 | 2,00 | - | 0,55 |
7 | 1,92 | 0,08 | 0,51 |
8 | 1,86 | 0,14 | 0,43 |
9 | 1,82 | 0,18 | 0,41 |
10 | 1,78 | 0,22 | 0,36 |
Примечания | |||
1 Для | |||
2 Источник данных - [2]; [З]. | |||
4) наносят контрольные границы для значений медиан на карту.
8.4 Оценка статистически управляемого состояния процесса
Оценку статистически управляемого состояния процесса проводят по 6.3, кроме того:
1) сравнивают ![]() и
и ![]() с каждым вычисленным размахом. Другой способ - можно отметить края карточки метками, соответствующими контрольным границам для размахов, и сравнить эти метки с расстояниями между наибольшими и наименьшими измерениями в каждой подгруппе на карте медиан, отметить (например обвести) измерения подгрупп с недопустимым размахом;
с каждым вычисленным размахом. Другой способ - можно отметить края карточки метками, соответствующими контрольным границам для размахов, и сравнить эти метки с расстояниями между наибольшими и наименьшими измерениями в каждой подгруппе на карте медиан, отметить (например обвести) измерения подгрупп с недопустимым размахом;
2) отмечают каждое значение медианы подгруппы, которое вышло за контрольные границы, подсчитывая разброс медиан в контрольных границах (2/3 точек внутри средней трети границы) или отмечая существование неслучайного поведения или тренды (рисунок А.3 приложения А);
3) предпринимают надлежащие действия для устранения особых причин, влияющих на размахи или медианы.
При оценке управляемости процесса необходимо оценить стандартное отклонение процесса , которое рассчитывают по формуле (9).
Если процесс имеет нормальное распределение, то оценку стандартного отклонения можно использовать непосредственно при определении возможностей процесса, когда медианы и размахи статистически управляемы (раздел 15);
8.5 Другой подход к карте медиан
Для работающего процесса, когда контрольные границы рассчитаны на основе предварительных данных, процедура построения карты медиан может быть упрощена:
1) используют одну карту со шкалой, соответствующей шкале прибора (по крайней мере 20 делений между пределами поля допуска) и с уже проведенными центральной линией и контрольными границами для медиан;
2) предусматривают карточку (возможно, пластиковую), маркированную контрольными границами для размахов. При этом предполагают, что особые причины, влияющие на размахи, вызывают выход точек за контрольные границы, а не тренды;
3) оператор наносит на карту каждое индивидуальное показание прибора;
4) для каждой подгруппы оператор сравнивает карточку размахов с наибольшим и наименьшим значениями подгруппы; подгруппу, имеющую точку за границами, на карточке обводят узким вертикальным прямоугольником;
5) оператор определяет медианы каждой подгруппы и обводит их; отмечает каждую медиану за пределами любой из контрольных границ;
6) для значений размахов или медиан вне контрольных границ оператор предпринимает надлежащие действия, чтобы настроить или скорректировать процесс, или сообщает информацию менеджеру, обеспечивающему работу процесса.
9 Контрольные карты индивидуальных значений и скользящих размахов ( - и
- и  -карты)
-карты)
9.1 В некоторых случаях для управления процессом необходимо исходить из количественных индивидуальных значений, например, когда измерения дорогостоящие (разрушающее испытание) или когда результат процесса в любой точке времени относительно однороден (например, результат анализа химического раствора). В таких случаях размах внутри подгруппы фактически равен нулю. В этих случаях строят контрольные карты для индивидуальных значений. Следует обратить внимание на следующие особенности:
- карты индивидуальных значений менее чувствительны при обнаружении изменений процесса, чем - и
-карты;
- если распределение несимметрично, нужно проявлять осторожность при интерпретации таких карт;
- карты индивидуальных значений не воспроизводят повторяемость процессов от единицы к единице. Поэтому во многих случаях рекомендуют использовать обычные - и
-карты с малыми объемами подгрупп (от 2 до 4), даже если это требует большего интервала между подгруппами;
- значения и
могут иметь существенную изменчивость (даже если процесс стабилен) для числа подгрупп 100 и более, поскольку имеется только одна единица (одно измерение) на подгруппу.
9.2 Сбор данных (рисунок А.4 приложения А)
Сбор данных осуществляют по 6.1, кроме того, необходимо обратить внимание на следующее:
1) индивидуальные значения на -карте записывают слева направо;
2) вычисляют скользящий размах () между индивидуальными значениями.
Примечания
1 Рекомендуется записывать значения разности между каждой последовательной парой измерений (например, между первым и вторым, вторым и третьим измерением и т.д.). Всего значений будет на одно меньше, чем измерений (25 измерений дают 24 значения ).
2 В некоторых случаях значение может быть рассчитано на основе трех-четырех измерений или на подгруппе фиксированного объема (например на всех измерениях за одну настройку).
3 Число индивидуальных измерений, группируемых при образовании , то есть 2, 3 или 4, определяет номинальный объем подгруппы
. Это необходимо учитывать с помощью таблиц для констант, приведенных в настоящем стандарте.
3) выбирают шкалу для карты индивидуальных значений таким образом, чтобы были включены большие значения из следующих:
- пределы поля допуска плюс значения измерений, вышедшие за эти пределы или
- разность между наибольшим и наименьшим индивидуальными значениями, умноженная на коэффициент от 1,5 до 2; шкала для должна быть такой же, как и для индивидуальных значений
.
9.3 Построение контрольных карт
Для построения контрольных карт необходимо вычислить контрольные границы. Контрольные границы вычисляют, как указано в 6.2.5, кроме того, наносят на карту среднее процесса как сумму индивидуальных значений, деленную на число значений. Вычисляют средний размах
. Для скользящего размаха при
=2 число значений
на одно меньше, чем число индивидуальных значений
.
Далее вычисляют контрольные границы
![]() ; (26)
; (26)![]() ; (27)
; (27)![]() ; (28)
; (28)![]() , (29)
, (29)
где - средний скользящий размах;
- среднее процесса;
,
,
- множители, зависящие от объема подгруппы
, которые приведены в таблице 6.
Таблица 6 - Множители, зависящие от объема подгруппы
2 | 3,27 | - | 2,66 |
3 | 2,57 | - | 1,77 |
4 | 2,28 | - | 1,46 |
5 | 2,11 | - | 1,29 |
6 | 2,00 | - | 1,18 |
7 | 1,92 | 0,08 | 1,11 |
8 | 1,86 | 0,14 | 1,05 |
9 | 1,82 | 0,18 | 1,01 |
10 | 1,78 | 0,22 | 0,98 |
Примечания | |||
1 Для | |||
2 Источник данных - [2]; [З]. | |||
9.4 Оценка статистически управляемого состояния процесса
Оценку управляемости процесса проводят по 6.3, кроме того:
- исследуют карту скользящих размахов в точках за пределами контрольных границ, которые указывают на существование особых причин.
Примечание - Следует заметить, что последовательно скользящие размахи коррелированы, поскольку они имеют, по крайней мере, одну общую точку. При интерпретации трендов необходимо привлечь специалистов по статистическим методам;
- карта индивидуальных значений может быть проанализирована на наличие точек за пределами контрольных границ, разброса точек внутри контрольных границ, трендов или неслучайного поведения.
Примечание - Если распределение процесса несимметрично, то правила, приведенные для -карт, могут давать признаки особых причин, когда они на самом деле не существуют.
При оценке управляемости процесса необходимо оценить стандартное отклонение , которое рассчитывают по формуле (9).
Если процесс имеет нормальное распределение, оценка стандартного отклонения может быть прямо использована при определении возможностей процесса, когда он находится в статистически управляемом состоянии (раздел 15).
10 Применение контрольных карт для альтернативного признака
Альтернативные данные имеют только два значения типа "да-нет" (соответствует/не соответствует, проходит/не проходит, присутствует/отсутствует). Результаты контроля для измеряемых характеристик также можно записать в форме "да-нет", такие как соответствие диаметра штифта проходному калибру. Контрольные карты для альтернативных признаков применяют в следующих случаях, когда:
- альтернативные данные можно получить в результате работы любого технического и административного процесса. Самая трудная задача при этом - создать точные рабочие определения несоответствия (что это такое, как измерить, при каких условиях и т.п.);
- получение альтернативных данных (при контроле, ремонте, сортировке и т.п.) не требует дополнительных затрат; необходимо только нанести эти данные на контрольную карту;
- необходима оперативность, простота и небольшие затраты при сборе данных, например с использованием простых калибров (типа "да-нет"), не требуется специального обучения;
- отчеты для руководства содержат альтернативные данные. Например процент изделий, принятых с первого предъявления, объем брака, число отклонений при проверке качества изделий и материалов. Контрольные карты могут быть полезны при анализе этих отчетов, благодаря возможности различать изменчивость от обычных и особых причин;
- при введении контрольных карт в организации важно определить первоочередные проблемы и использовать карты там, где они наиболее необходимы. Сигналы о проблемах могут исходить от системы управления издержками, претензий потребителей и т.п. Применение контрольных карт для альтернативных признаков по основным показателям качества продукции может указать на возможное использование конкретных карт для количественного признака.
Рекомендуется применять следующие контрольные карты для альтернативных признаков:
1) - карта для долей несоответствующих единиц (для выборок необязательно равного объема);
2) - карта для числа несоответствующих единиц (для выборок равного объема);
3) -карта для числа несоответствий (для выборок равного объема);
4) -карта для числа несоответствий на единицу (для выборок необязательно равного объема).
Пример заполнения контрольных карт по альтернативному признаку приведен в приложении А.
11 Контрольная карта долей несоответствующих единиц ( -карта)
-карта)
11.1 Общие положения-Карта измеряет долю несоответствующих единиц в контролируемой группе. Это может быть выборка определенного объема, отбираемая дважды в день; процент продукции, группируемой на почасовой или ежедневной основе; доля поставок точно в срок и т.д. Можно контролировать один или несколько показателей качества.
Необходимо, чтобы:
каждую компоненту, часть или изделие после проверки можно было записать как соответствующую или несоответствующую (даже если единица продукции имела несколько конкретных несоответствий);
результаты контроля можно было сгруппировать в соответствии с определенными критериями и несоответствующие единицы можно было выразить в виде долей от объема подгруппы.
До применения -карты необходимо сделать следующее:
1) создать среду, подходящую для работы;
2) определить процесс. Процесс должен быть понятен и взаимоувязан с другими операциями, пользователями и элементами процесса (персонал, оборудование, материалы, методы и среда) на каждой стадии. Для этого рекомендуют применять причинно-следственную диаграмму;
3) определить характеристики, подлежащие управлению, выделить из них наиболее перспективные для совершенствования процесса (применение диаграммы Парето). При этом рекомендуется проанализировать:
- потребности потребителей последующего процесса производства и потребителей конечной единицы продукции;
- области текущих и потенциальных проблем. Рассматривают имеющиеся факты потерь или низкой эффективности (например брак, переделки, затраты времени, недостижимые цели) и области риска (например многократные изменения продукции или услуг и элементов процесса);
- корреляцию между характеристиками. Для эффективного и результативного изучения процесса используют преимущества взаимосвязи между характеристиками. Если несколько отдельных характеристик изделия имеют тенденцию изменяться вместе, может быть целесообразно строить карту только для одной из них;
4) определить измерительную систему. Характеристики должны быть однозначно определены, так чтобы данные могли быть доступны всем заинтересованным лицам (какая информация, где, когда и при каких условиях собрана). Определение характеристик может повлиять на тип используемых контрольных карт;
5) минимизировать изменчивость от особых причин. Цель этого - избежать очевидных проблем, которые могут и должны быть решены без контрольных карт. Во всех случаях необходимо вести записи, отмечающие все существенные события, такие как процедурные изменения, новый исходный материал и т.п. Это поможет в последующем анализе процесса.
11.2 Сбор данных
11.2.1 Выбор объема, частоты и числа подгрупп (рисунок А.5 приложения А)
Для построения контрольной карты необходимо определить:
а) объем подгрупп. Контрольные карты для альтернативных признаков требуют больших объемов подгрупп (например от 50 до 200 или больше), чтобы была возможность обнаружения умеренных сдвигов процесса и наличия нескольких несоответствующих единиц на подгруппу (например 5).
Примечания
1 Большой объем подгруппы может быть недостатком, если каждая подгруппа представляет длительный период работы процесса. Рекомендуется, чтобы объемы подгрупп были постоянны или менялись не более чем на ±25%. Кроме того, объем подгрупп должен соответствовать средней доле несоответствующих единиц - для построения нижней контрольной границы, так чтобы запланированные действия по совершенствованию могли быть заметны.
2 Условие 5 ограничивает область применения контрольных карт для альтернативного признака из-за недопустимого увеличения объема выборок при низком уровне несоответствий контролируемого процесса.
б) частота отбора подгрупп. Частота формирования подгрупп должна быть сопоставимой с периодами производства, чтобы помогать проведению анализа и устранению найденных причин. Короткие интервалы времени позволяют ускорить обратную связь, но может возникнуть проблема с согласованием требований больших объемов подгрупп;
в) число подгрупп. Период сбора данных должен быть достаточно большим, чтобы уловить все вероятные источники изменчивости, воздействующие на процесс. Обычно он должен включать 25 или более подгрупп, чтобы провести анализ стабильности, и если процесс стабилен, дать надежную оценку возможности процесса.
11.2.2 Вычисление доли несоответствующих единиц для каждой подгруппы
Для каждой подгруппы должны быть приведены следующие данные:
- объем подгруппы ;
- число найденных несоответствующих единиц .
Вычисляют долю несоответствующих единиц по формуле
![]() . (30)
. (30)
Эти данные должны быть записаны ниже контрольной карты в блоке данных как основа для начального изучения процесса. Прошлые данные могут быть использованы для ускорения этапа изучения процесса.
11.2.3 Выбор шкалы для контрольной карты
Карта, на которую наносят данные, должна иметь вертикальную шкалу для долей (или процентов) несоответствующих единиц и горизонтальную шкалу - для обозначения подгрупп (час, день и т.п.). Вертикальная шкала должна содержать интервал от нуля до наибольшего значения доли несоответствующих единиц, отмеченного в исходных данных, умноженного на коэффициент от 1,5 до 2.
На контрольную карту наносят в виде точек значения для каждой подгруппы, соединяют эти точки сплошными линиями для обнаружения неслучайного поведения и тренда. Если некоторые точки расположены существенно выше или ниже других точек, необходимо убедиться, что вычисления правильны.
Необходимо на карте в блоке "Описание события" записывать все изменения процесса или предпринятые действия, которые могут повлиять на процесс.
11.2.4 Вычисление контрольных границ
Для вычисления контрольных границ необходимо рассчитать среднюю долю несоответствующих единиц для периода начального изучения
подгрупп по формуле
![]() , (31)
, (31)
где ![]() - число несоответствующих единиц в каждой подгруппе;
- число несоответствующих единиц в каждой подгруппе;
,
- число проконтролированных единиц в каждой подгруппе;
- число подгрупп.
Для периода начального изучения верхнюю и нижнюю границы соответственно вычисляют по формулам:
![]() ; (32)
; (32)![]() , (33)
, (33)
где - постоянный объем подгруппы.
Примечание - Когда мало и (или)
мало, значение
![]() - отрицательно. В этих случаях нижней контрольной границы нет, поскольку даже значение
- отрицательно. В этих случаях нижней контрольной границы нет, поскольку даже значение , равное 0 для конкретного периода, находится внутри границ случайной изменчивости.
После проведения вычислений рекомендуется нанести и отметить на карте:
- среднее процесса (жирной горизонтальной линией);
- контрольные границы ![]() ,
, ![]() (штриховыми горизонтальными линиями).
(штриховыми горизонтальными линиями).
Примечание - Формулы для вычисления контрольных границ, приведенные выше, подходят для одинаковых объемов подгрупп (как должно быть в управляемом состоянии). Теоретически, когда объем выборки меняется (даже для одной подгруппы), контрольные границы изменяются и отдельные их значения должны быть вычислены для каждой подгруппы. Однако для практических целей контрольные границы, вычисленные по среднему объему выборки , приемлемы, когда объем отдельных подгрупп отличается от среднего не более чем на ±25% (что характерно для реального производства при относительно стабильных условиях). Для этих ситуаций
![]() ;
; ![]() . Когда объемы подгрупп изменяются более чем на 25%, необходимы отдельные контрольные границы для периодов с очень малыми или большими выборками. Целесообразна следующая процедура (которая должна быть документирована в блоке "Описания события" карты):
. Когда объемы подгрупп изменяются более чем на 25%, необходимы отдельные контрольные границы для периодов с очень малыми или большими выборками. Целесообразна следующая процедура (которая должна быть документирована в блоке "Описания события" карты):
рассчитывают размах объемов выборки, определяющий изменение объемов от среднего на ±25%, и отмечают все подгруппы с объемами вне этого размаха;
пересчитывают точные границы для этих точек следующим образом:
![]() ;
; ![]() ,
,
где - объем выборки отдельной подгруппы (от точки к точке меняется только значение
);
наносят новые верхнюю и нижнюю границы на карту для изменяющихся подгрупп и используют их как основу для идентификации особых причин.
Для простоты работы с контрольной картой рекомендуется подготовить план сбора данных так, чтобы применять постоянные объемы выборок.
Бланк контрольной карты, представленный на рисунке А.5, предназначен как для карты долей несоответствующих единиц, так и для числа несоответствующих единиц, числа несоответствий и числа несоответствий на единицу продукции.
11.3 Оценка статистически управляемого состояния процесса
Оценку статистической управляемости процесса проводят с целью выявления фактов, указывающих на то, что процесс больше не работает на прежнем уровне (то есть вышел из-под контроля), и принятия надлежащих действий. Точки за контрольными границами, очевидные тренды или неслучайное поведение данных указывают на наличие особых причин изменчивости.
С помощью -карт проводят анализ данных на наличие нестабильности:
а) точки за контрольными границами (рисунок 7). Наличие одной или большего числа точек за любой из контрольных границ указывает на нестабильность процесса в этой точке, то есть на наличие особой причины. В этом случае необходимо провести исследование.
| |
ПРОЦЕСС УПРАВЛЯЕМ | ПРОЦЕСС НЕУПРАВЛЯЕМ |
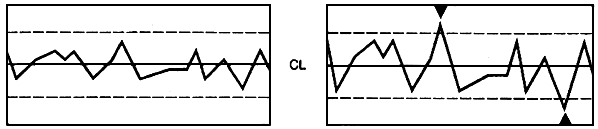
Рисунок 7 - -Карта долей несоответствующих единиц. Точки за контрольными границами
Примечание - Когда среднее число несоответствующих единиц на подгруппу достаточно велико (9 или более), распределение значений
для подгрупп близко к нормальному и можно применить процедуру анализа трендов, как для
-карт. Если
мало (5 и менее), то приведенные ниже правила впрямую не применимы.
Точка выше верхней или ниже нижней контрольной границы обычно является признаком следующего:
- контрольная граница или точка ошибочны;
- ухудшились возможности процесса непосредственно в конкретной точке или эта точка является частью тренда;
- изменилась измерительная система.
Наличие необычного хода процесса или тренда, даже когда все точки внутри контрольных границ, может быть причиной неуправляемости процесса или изменения возможностей процесса на протяжении некоторого периода времени. Это может быть предупреждением о возможном выходе точек за контрольные границы.
б) серии точек (рисунок 8). Для управляемого процесса при большом примерно одинаковое число точек должно лежать на карте по обе стороны от среднего процесса. Признаком начала сдвига или тренда процесса может быть следующее:
- 7 точек подряд по одну сторону от среднего процесса;
- 7 точек подряд устойчиво возрастают (равны или каждая последующая точка больше предыдущей) или устойчиво убывают.
| |
ПРОЦЕСС НЕУПРАВЛЯЕМ | ПРОЦЕСС НЕУПРАВЛЯЕМ (возрастающая серия точек) |
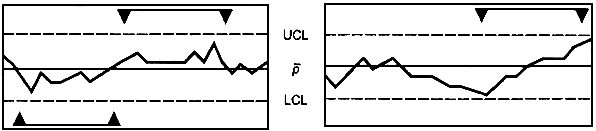
Рисунок 8 - -Карта долей несоответствующих единиц. Серии точек
В этих случаях такие точки должны быть отмечены (например седьмая точка выше среднего). Для анализа рекомендуется продлить выделенную линию назад к началу серии и определить время, когда начался тренд или сдвиг.
Серии точек выше среднего или возрастающие серии обычно означают следующие причины:
- возможности процесса ухудшились и могут продолжать ухудшаться;
- изменилась измерительная система.
Серии точек ниже среднего или убывающие серии обычно означают следующие причины:
- возможности процесса улучшились (причины следует изучить для постоянного применения);
- изменилась измерительная система.
Примечание - Когда мало (меньше 5), возможность случайного появления серий точек ниже
возрастает. В этих случаях следует использовать серию из 8 или более точек для обнаружения факта уменьшения доли несоответствующих единиц.
в) неслучайное поведение точек (рисунок 9). Другие формы расположения точек, кроме указанных в перечислениях а), б), могут указывать на наличие особых причин изменчивости, которые анализируют для принятия верного решения. Среди них - тренды, циклы, необычный разброс в пределах контрольных границ и взаимосвязи значений внутри подгрупп (например, если все несоответствующие единицы возникают в небольшом числе первых измерений подгруппы).
Пример - Один из критериев необычного разброса данных - это расстояние точек от среднего процесса. Обычно для процесса в статистически управляемом состоянии при наличии только обычных причин изменчивости и достаточно больших около 2/3 точек данных будут находиться в пределах средней трети полосы между контрольными границами, около 1/3 точек будут во внешних двух третях полосы, около 1/20 точек будут лежать относительно близко к контрольным границам (во внешней трети полосы).
Если более 2/3 точек лежат близко к среднему (для 25 подгрупп - более 90% в средней трети полосы), это может означать что:
- контрольные границы или точки неверно рассчитаны или нанесены;
- процесс или метод формирования подгрупп расслаиваются: каждая подгруппа систематически содержит результаты двух или большего числа потоков процесса, имеющих разные средние уровни;
- данные были обработаны (значения, слишком отличающиеся от среднего, были изменены или исключены).
Если менее 2/3 точек лежат близко к среднему (для 25 подгрупп - 40% или менее в средней трети полосы), это может означать, что:
- вычисления или нанесение данных имеют ошибки;
- процесс или метод формирования выборки позволяет включать в последовательные группы результаты от двух или большего числа потоков процесса, которые имеют разные средние уровни (например, разные уровни между сменами).
Если присутствуют несколько потоков процесса, они должны быть идентифицированы и рассмотрены отдельно.
| |
ПРОЦЕСС НЕУПРАВЛЯЕМ | ПРОЦЕСС НЕУПРАВЛЯЕМ |
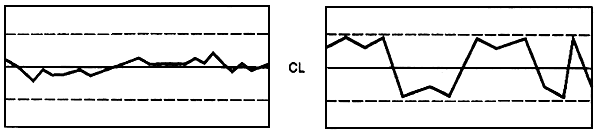
Рисунок 9 - -Карта долей несоответствующих единиц. Неслучайное поведение точек
11.4 Нахождение и устранение особых причин
Когда по данным установлено, что процесс нестабилен, он должен быть изучен для определения, устранения и предотвращения повторения причин изменчивости. Для анализа применяют диаграмму Парето и причинно-следственную диаграмму.
Для изучения работы процесса важно своевременное исследование и поиск изменений, которые могут объяснить необычное поведение процесса. Когда анализ проводят по результатам корректирующих действий, то их эффективность должна быть видна из контрольных карт.
При предварительном изучении предыдущих данных разрыв во времени может затруднить анализ изменений в работе процесса. Блок на карте "Описание события" может содержать полезную информацию для анализа.
11.5 Пересчет контрольных границ
При предварительном изучении процесса или оценке его возможностей может возникнуть необходимость в пересчете пробных контрольных границ для исключения периодов нестабильности из-за действия особых причин, которые были устранены. При этом исключают точки, связанные с особыми причинами. Полученные ранее данные могут быть снова проверены по новым контрольным границам для подтверждения, что новые точки не указывают на наличие особых причин.
Когда данные указывают на статистическую стабильность в пробных контрольных границах, последние станут рабочими контрольными границами, по которым будут оценивать будущие данные по мере их сбора и записи.
Границы для текущего контроля могут отличаться от разработанных в период анализа за счет изменения объема выборки. В таком случае применяют основные формулы по 11.2.4, но с новым объемом выборки.
Когда установлено, что процесс находится в статистически управляемом состоянии (особые причины идентифицированы, проанализированы, устранены и предупреждено их повторение), контрольная карта отражает возможности процесса.
Для -карты возможности процесса равны средней доле несоответствующих единиц
, вычисленной, когда процесс находится в статистически управляемом состоянии. При необходимости можно построить
-карту для доли единиц продукции (1-
), соответствующих техническим требованиям (раздел 15).
12 Контрольная карта числа несоответствующих единиц ( -карта)
-карта)
12.1 Общие положения
-Карта использует альтернативные данные, такие как число несоответствующих единиц в контролируемой партии. Она идентична
-карте. Отличие состоит в том, что на карту наносят действительное число несоответствующих единиц, а не их долю в подгруппе. Обе
- и
-карты применяют в сходных ситуациях, причем выбирают
-карту, когда:
- действительное число несоответствий более важно или его проще получить, чем долю несоответствующих единиц;
- размер выборки постоянный.
12.2 Сбор данных
Сбор данных осуществляют по 11.2. Кроме того, должно быть выполнено следующее:
- объемы подгрупп должны быть одинаковы. Период их отбора должен быть сопоставим с периодами производства и системами обратной связи. Выборки должны быть достаточно большими, чтобы обнаружить несколько несоответствующих единиц в каждой подгруппе. Необходимо записать объем подгрупп в блоке данных на карте;
- число несоответствующих единиц () в каждой подгруппе должно быть записано и нанесено на карту.
12.3 Построение контрольных карт
Для расчета контрольных границ необходимо вычислить среднее число несоответствующих единиц для процесса по формуле
![]() , (34)
, (34)
где ![]() - число несоответствующих единиц в каждой из подгрупп;
- число несоответствующих единиц в каждой из подгрупп;
- число подгрупп.
Вычисляют верхнюю и нижнюю контрольные границы соответственно по формулам:
![]() ; (35)
; (35)![]() , (36)
, (36)
где - объем подгруппы.
Оценку статистически управляемого состояния процесса проводят по 11.3.
Оценка возможностей процесса -карты равна
, как и для
-карты (раздел 15).
13 Контрольная карта числа несоответствий ( -карта)
-карта)
13.1 Общие положения
-Карта использует альтернативные данные, такие как число несоответствий в контролируемой партии (в отличие от числа несоответствующих единиц для
-карты).
-Карту строят для постоянного объема выборки или материала. Она применима в случаях, когда:
- несоответствия могут быть разбросаны по поверхности или объему продукции (например трещины на болте, пузыри в стекле или точки тонкой изоляции провода) и когда может быть вычислена средняя доля несоответствий (например число трещин на 100 м винила);
- несоответствия могут быть найдены в одной контролируемой единице (например контроль на авторемонтном предприятии, где каждый отдельный автомобиль может иметь одно или несколько несоответствий большой номенклатуры).
Процедуры построения и применения -карт подобны подходу, приведенному в разделе 11 для
-карты, но с некоторыми отличиями.
13.2 Сбор данных
Сбор данных осуществляется по 11.2. Кроме того, должно быть учтено следующее:
- объемы контролируемых подгрупп (число единиц, площадь материала, длина провода и т.д.) должны быть равными, чтобы данные отражали изменения по качеству (частоту появления несоответствий ), а не изменения в объеме подгрупп
. Необходимо записать объем подгрупп в блок данных на карте;
- на карту наносят число несоответствий в каждой подгруппе.
13.3 Построение контрольных карт
Для построения контрольных карт необходимо рассчитать контрольные границы.
Для расчета контрольных границ необходимо вычислить среднее число несоответствий для процесса по формуле
![]() , (37)
, (37)
где ,
,
- числа несоответствий в каждой из подгрупп.
Вычисляют контрольные границы:
![]() ; (38)
; (38)![]() . (39)
. (39)
Оценку статистически управляемого состояния процесса проводят по 11.3.
Оценку возможностей процесса проводят по разделу 15. Следует заметить, что оценка возможностей процесса равна , то есть среднему числу несоответствий в выборке фиксированного объема
.
14 Контрольная карта числа несоответствий на единицу продукции ( -карта)
-карта)
14.1 -Карта использует альтернативные данные, такие как число несоответствий на учетную контролируемую единицу в подгруппах, которые могут иметь различные объемы (или количества контролируемого материала).
-Карта подобна
-карте, но число несоответствий подсчитывают на единицу продукции. Обе
- и
-карты применяют в одних и тех же случаях, кроме того,
-карту можно применять, если подгруппа содержит более одной единицы продукции (чтобы сделать отчетность более значимой), а также если объем выборки меняется. Процедура построения и применения
-карты подобны подходу, приведенному для
-карты (раздел 11).
Примечание - Иногда учетная единица - это, например, машина. Часто учетная единица продукции отличается от производственной единицы. Например, в отчетах по числу несоответствий на 100 единиц продукции учетной единицей является 100 производственных единиц, и показывает сколько сотен проверено.
14.2 Сбор данных
Сбор данных осуществляют по 11.2. Кроме того, должно быть учтено следующее:
- объемы выборок необязательно постоянны от подгруппы к подгруппе, хотя поддержание их в пределах 25% выше или ниже среднего упрощает вычисление контрольных границ;
- на карту наносят число несоответствий на единицу в каждой подгруппе:
![]() , (40)
, (40)
где - число несоответствий;
- объем подгруппы.
Значения и
приводят в блоке данных на карте.
14.3 Построение контрольных карт
Для построения контрольной карты необходимо рассчитать контрольные границы. Для их расчета необходимо вычислить среднее число несоответствий на единицу по формуле
![]() , (41)
, (41)
где ![]() - число несоответствий;
- число несоответствий;
![]() - объем каждой подгруппы;
- объем каждой подгруппы;
- число подгрупп.
Вычисляют контрольные границы:
![]() ; (42)
; (42)![]() , (43)
, (43)
где - средний объем подгрупп.
Примечание - Если объем некоторой подгруппы выше или ниже среднего более чем на 25%, необходимо пересчитать контрольные границы следующим образом:
![]() ; (44)
; (44)![]() , (45)
, (45)
где - среднее число несоответствующих единиц;
- объем подгруппы.
Применение переменных контрольных границ сложно и может вызвать ошибки. Рекомендуется избегать этой ситуации, используя постоянные объемы подгрупп.
Оценку статистически управляемого состояния процесса проводят по 11.3.
Оценку возможностей процесса проводят по разделу 15. Следует заметить, что оценка возможностей процесса равна - среднему числу несоответствий на учетную единицу.
15 Возможности процессов
15.1 Оценку возможностей процесса начинают после того, как на основе контрольных карт Шухарта проведен анализ стабильности процесса и его улучшения (особые причины идентифицированы, проанализированы, скорректированы и устранены). Распределение результатов измерений сравнивают с техническими требованиями для того, чтобы установить возможность устойчивого соответствия установленным требованиям и требованиям заказчика.
Количественную оценку возможностей стабильного процесса можно проводить на основе индексов воспроизводимости и
при выполнении следующих необходимых условий:
1) процесс находится в статистически управляемом состоянии (статистически стабилен);
2) измерения индивидуального показателя качества соответствуют нормальному распределению;
3) технические требования и другие установленные нормативы точно представляют потребности потребителя;
4) задан центр и (или) границы поля допуска;
5) изменчивость измерений относительно мала;
6) пользователи должны понимать относительность полученных значений индексов воспроизводимости в связи с изменчивостью процесса.
15.2 Основные показатели возможностей процессов
К одним из основных показателей возможностей процессов относят следующие:
1) индексы, отражающие изменчивость процесса по отношению к техническим требованиям, и
;
2) индексы, отражающие изменчивость и настроенность процесса на центр поля допуска по отношению к техническим требованиям, и
;
3) коэффициенты воспроизводимости и пригодности (коэффициенты точности процесса) и
.
При применении индексов возможностей процессов следует учитывать, что:
- ни один отдельно взятый индекс или стандартное отклонение не может описать процесс;
- два или большее число индексов или коэффициентов следует рассматривать совместно. Как минимум, следует применять сочетания, например: и
,
и
,
и
или
и
;
- необходимо применять графические методы анализа в сочетании с показателями процесса. Примеры такого анализа - контрольные карты, гистограммы, графики функций потерь;
- для непрерывного совершенствования процессов их показатели должны отражать стремление к минимальным потерям у потребителя;
- все оценки возможностей процесса должны быть отнесены к характеристике одного процесса. Никогда не следует объединять или усреднять результаты по оценке возможностей для нескольких пр
оцессов.
15.3 Определение показателей процессов
15.3.1 К основным индексам возможностей процесса относят следующие:
- индекс воспроизводимости процесса без учета настроенности процесса на центр поля допуска. Типовое выражение:
![]() . (46)
. (46)
- индекс пригодности процесса без учета настроенности процесса на центр поля допуска. Типовое выражение:
![]() . (47)
. (47)
- индекс воспроизводимости, который учитывает настроенность процесса на центр поля допуска и определяется как минимальное значение из
 и
и  . Он отражает зависимость между средним процесса и ближайшим пределом поля допуска с половиной собственной изменчивости процесса.
. Он отражает зависимость между средним процесса и ближайшим пределом поля допуска с половиной собственной изменчивости процесса.
- индекс пригодности процесса, который учитывает настроенность процесса на центр поля допуска и рассчитывается как меньшее значение из
 и
и  .
.
Изменчивость и настроенность процесса на центр поля допуска - есть две отдельные характеристики процесса. В целях сокращения сроков проведения анализа удобно объединить две характеристики в одну, такую как или
, чтобы оценить возможности:
- измерения непрерывного совершенствования с использованием временных трендов;
- выбора приоритетного направления, в соответствии с которым необходимо проводить совершенствовани
е.
15.3.2 Коэффициенты возможностей процесса
Коэффициентами возможностей процесса могут быть следующие:
- коэффициент воспроизводимости процесса, применяемый для стабильных процессов, представляет собой величину, обратную индексу
, то есть:
![]() . (48)
. (48)
- коэффициент пригодности процесса, стабильность которого не подтверждена, представляет собой величину, обратную индексу
, то есть:
![]() . (49)
. (49)
15.4 Оценка возможностей процесса при работе с количественными данными
15.4.1 Оценка возможностей процесса после работы с - и
-картами
Если с помощью - и
-карт (раздел 6) установлено, что процесс находится в статистически управляемом состоянии, можно оценить, способен ли процесс соответствовать установленным требованиям при действии на него только обычных (случайных) причин.
Для этого вычисляют оценку стандартного отклонения процесса (формула 9).
В соответствии с 15.3.1 и 15.3.2 рассчитывают индексы воспроизводимости и пригодности процесса, а также, где необходимо для анализа, коэффициенты точности (,
)
.
15.4.2 Оценка возможностей процесса после работы с - и
-картами
Если с помощью - и
-карт (раздел 7) установлено, что процесс находится в статистически управляемом состоянии, то можно оценить, способен ли процесс соответствовать установленным требованиям при действии на него только обычных (случайных) причин. Для этого вычисляют оценку стандартного отклонения процесса
(формула 21). В соответствии с 15.3.1 и 15.3.2 рассчитывают индексы воспроизводимости и пригодности процесса, а также, где необходимо для анализа, коэффициенты точности (
,
)
.
15.4.3 Оценка возможностей процесса после работы с - и
-картами (раздел 8)
Оценку возможностей процесса рассчитывают по 15.4.1.
15.4.4 Оценка возможностей процесса после работы с - и
-картами (раздел 9)
Оценку возможностей процесса рассчитывают по 15.4.1.
15.5 Оценка возможностей процесса при работе с альтернативными данными
Если с помощью -карты,
-карты,
-карты или
-карты установлено, что процесс находится в статистически управляемом состоянии, то можно оценить, способен ли процесс соответствовать установленным требованиям при действии на него только обычных (случайных) причин.
Оценка возможностей процесса, установленная с помощью контрольных карт по альтернативному признаку, приведена в таблице 7.
Таблица 7 - Оценка возможностей процесса
Оценка возможностей процесса на основе | |||
|
|
|
|
ПРИЛОЖЕНИЕ А
(обязательное)
Примеры заполнения контрольных карт для количественного и альтернативного признака
|
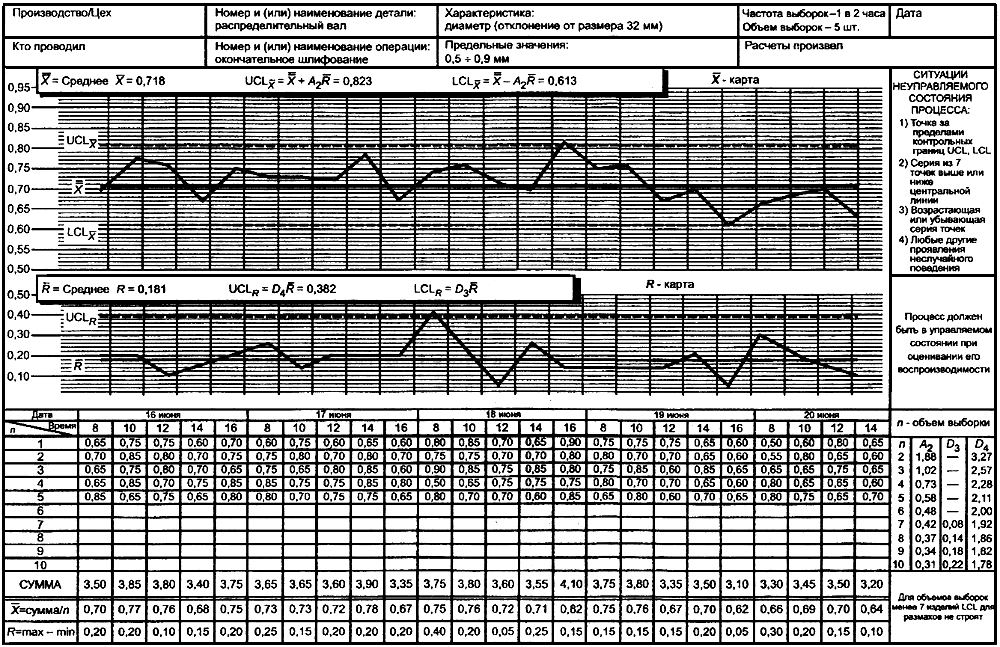
Рисунок A.1 - и
-карты
|
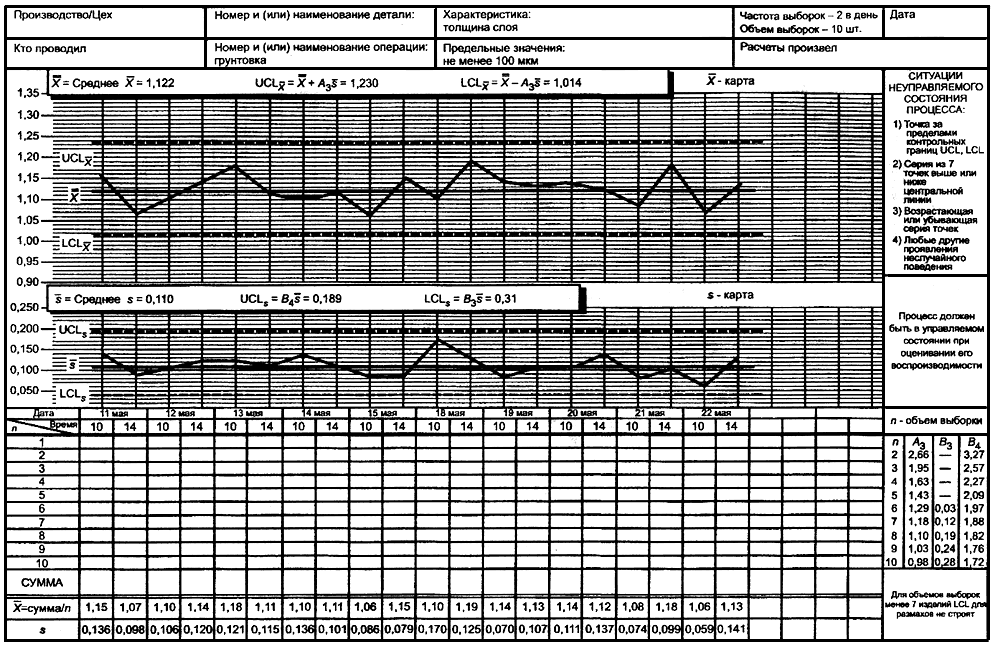
Рисунок A.2 - и
-карты
|
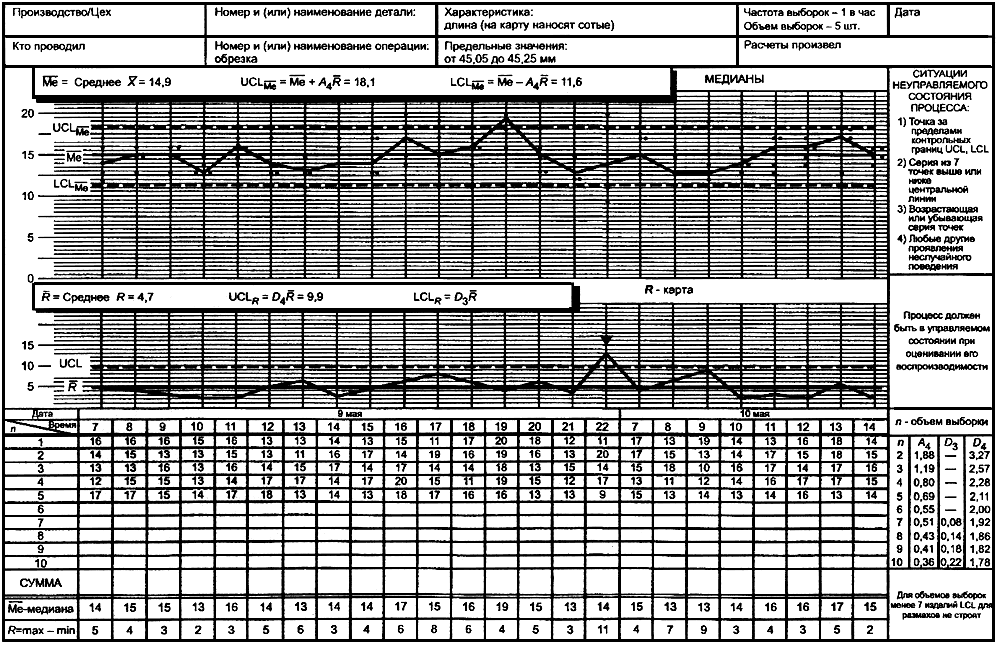
Рисунок A.3 - Контрольная карта медиан
|
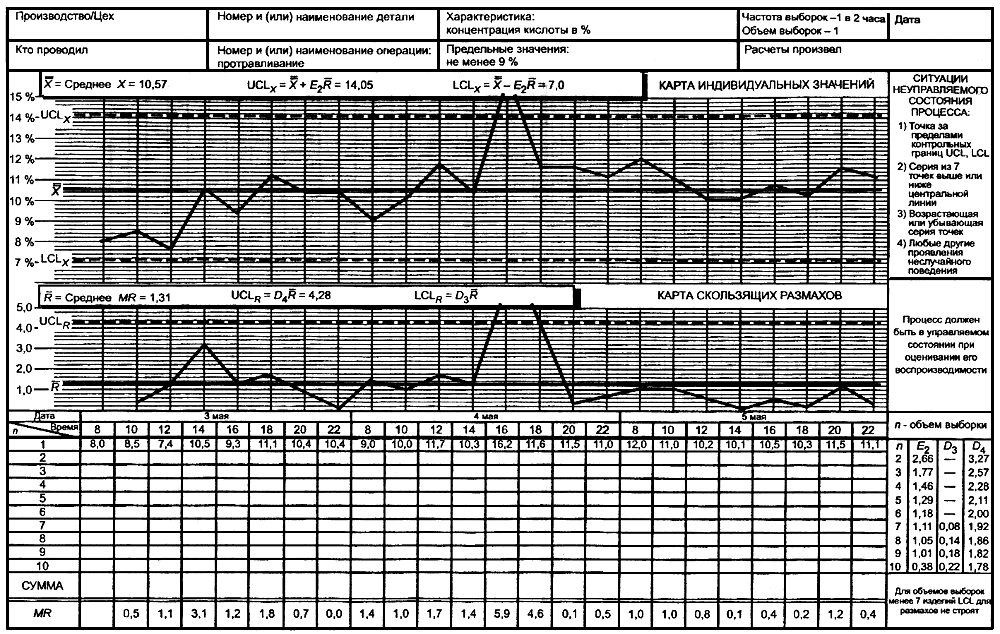
Рисунок A.4 - Карты индивидуальных значений и скользящих размахов
|
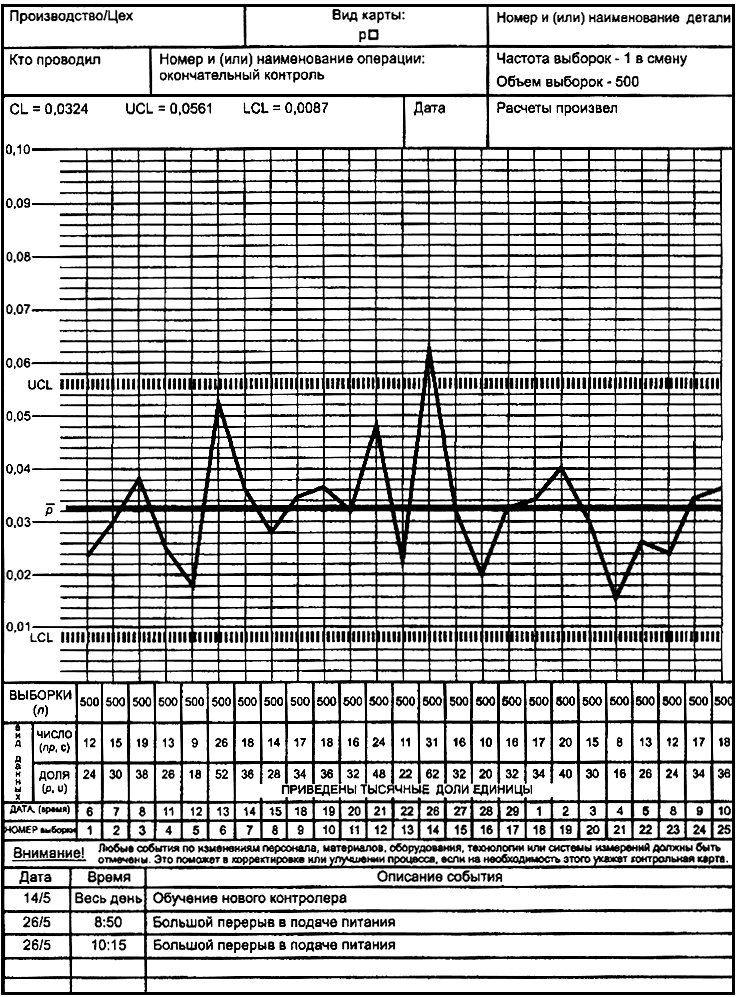
Рисунок A.5 - Контрольная карта долей несоответствующих единиц (-карта)
ПРИЛОЖЕНИЕ Б
(справочное)
Библиография
[1] Требования к системам качества. QS-9000 / Крайслер Корп., Форд Мотор Компани, Дженерал Моторс Корп. 3-е изд., март 1998*
_______________
* Указанные документы находятся в ТК 125 "Статистические методы в управлении качеством продукции"
[2] Руководство. Статистическое управление процессами / Крайслер Корп., Форд Мотор Компани, Дженерал Моторс Корп., 1-е изд. 1995*
_______________
* Указанные документы находятся в ТК 125 "Статистические методы в управлении качеством продукции"
[3] Бертран Л.Хэнсен. Контроль качества. Теория и применение. / Перев. с англ. Изд. “Прогресс”. - Москва, 1968, - 519 с.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2001
{kind=link}