ГОСТ Р 50779.43-99
(ИСО 7966-93)
Группа Т59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАТИСТИЧЕСКИЕ МЕТОДЫ
ПРИЕМОЧНЫЕ КОНТРОЛЬНЫЕ КАРТЫ
Statistical methods.
Acceptance control charts
ОКС 03.120.30
ОКСТУ 0011
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции";
АО "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД")
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. N 686-ст
3 Настоящий стандарт, за исключением приложения В, представляет собой аутентичный текст международного стандарта ИСО 7966-93 "Приемочные контрольные карты"
4 ВВЕДЕН ВПЕРВЫЕ
Введение
Приемочная контрольная карта соединяет рассмотрение вопросов управления процессом с элементами приемочного выборочного контроля. Она является средством, помогающим принять решение относительно приемлемости процессов. Основы для принятия решений могут выражаться в постановке следующих вопросов:
a) удовлетворяет ли назначенное процентное содержание соответствующих единиц продукции или уровень качества обслуживания в процентах, полученные от данного процесса, установленным требованиям;
b) имеет ли уровень процесса сдвиг из некоторой допустимой зоны.
В отличие от большинства подходов приемочного выборочного контроля акцент делается на приемлемость процесса, а не продукции.
В отличие от обычных подходов, основанных на контрольных картах, в этом случае процессу необязательно быть вблизи некоторого единственного стандартного уровня процесса до тех пор, пока изменчивость внутри подгрупп остается удовлетворительной. Он может (для цели приемки) протекать на любом уровне или уровнях в некоторой зоне уровней процесса, которые приемлемы с точки зрения требований технических допусков. Таким образом, допускают, что некоторые особые причины создают достаточно малые сдвиги уровня процесса относительно установленных требований и неэкономично корректировать уровень процесса только для цели приемки.
Хотя применение приемочной контрольной карты все же способствует выявлению и устранению особых причин для целей непрерывного совершенствования процесса.
Необходима проверка на присущую процессу стабильность. Для этого наблюдение ведется с применением контрольных карт Шухарта (карт размахов или стандартных отклонений выборки) для подтверждения того, что изменчивость, присущая рациональным подгруппам, остается в устойчивом состоянии. Дополнительным источником информации для управления процессом является исследование распределения рассматриваемых уровней процесса. Для проверки правомерности применения приемочной контрольной карты следует проводить предварительное изучение процесса с помощью контрольной карты Шухарта.
1 Область применения
Настоящий стандарт устанавливает графический метод статистического управления процессами с помощью приемочной контрольной карты, в том числе общие процедуры построения таких карт, определение объемов выборок, контрольных границ и критериев принятия решений. В стандарте приведены примеры, в которых применение метода приемочных контрольных карт имеет преимущества перед другими контрольными картами.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.10-2000 (ИСО 3534.1-93) Статистические методы. Словарь и условные обозначения. Часть 1. Вероятность и основы статистики
ГОСТ Р 50779.11-2000 (ИСО 3534.2-93) Статистические методы. Словарь и условные обозначения. Часть 2. Статистическое управление качеством
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.40-96 (ИСО 7873-93) Статистические методы. Контрольные карты. Общее руководство и введение
ГОСТ Р 50779.42-99 (ИСО 8258-91) Статистические методы. Контрольные карты Шухарта
3 Определения
В настоящем стандарте применяются термины с соответствующими определениями по ГОСТ Р 50779.10 и ГОСТ Р 50779.11, а также приведенный ниже:
приемлемый процесс: Процесс, представленный контрольной картой Шухарта по ГОСТ Р 50779.42 с центральной линией в зоне приемлемых процессов (рисунок 1); идеально средний уровень такой контрольной карты находится на целевом значении.

Рисунок 1 - Поле допуска: верхняя и нижняя линии и
в сопоставлении
с зонами приемлемого, неприемлемого процессов и зоной неопределенности процесса
4 Обозначения и сокращения
В настоящем стандарте применяются следующие обозначения и сокращения:
- верхняя граница поля допуска (наибольшее допустимое значение контролируемого показателя качества); | ||||
- нижняя граница поля допуска (наименьшее допустимое значение контролируемого показателя качества); | ||||
- приемочная контрольная граница; | ||||
- приемлемый уровень процесса; | ||||
- неприемлемый уровень процесса; | ||||
- объем выборки (выборочной подгруппы); | ||||
- приемлемая доля несоответствующих единиц продукции; | ||||
- неприемлемая доля несоответствующих единиц продукции; | ||||
- вероятность приемки процесса; | ||||
- целевое значение, то есть оптимальное значение; | ||||
- среднее арифметическое индивидуальных значений контролируемого параметра | ||||
- стандартная величина, имеющая нормальное распределение с нулевым средним и стандартным отклонением, равным 1; | ||||
- квантиль стандартного нормального закона распределения уровня | ||||
- риск отклонения удовлетворительного процесса с уровнем | ||||
- риск приемки неудовлетворительного процесса с уровнем | ||||
- среднее процесса; | ||||
- стандартное отклонение, соответствующее присущей процессу изменчивости; | ||||
- стандартное отклонение внутри подгруппы; | ||||
- стандартное отклонение выборочных средних подгрупп, соответствующее присущей процессу изменчивости; при этом выполняется соотношение: | ||||
5 Описание практики применения приемочных контрольных карт
Для достижения приемлемого качества продукции или услуги зачастую необходимо проводить подналадку процесса, корректируя его уровень на целевое значение. Такие действия являются дополнительными к случайной изменчивости и вносят вклад в общую изменчивость около данного уровня процесса. В большинстве случаев сдвиги уровня процесса можно ожидать и оценить. Они обычно происходят от опознаваемых причин, которые нельзя устранить по техническим или экономическим обстоятельствам. Как правило, сдвиги в процессе появляются через нерегулярные редкие интервалы, но обычно их нельзя причислять к случайным составляющим изменчивости.
Существует несколько различных подходов к рассмотрению факторов, добавляющих изменчивость в положение уровня процесса сверх присущей изменчивости. Крайним является подход, по которому вся изменчивость, выражающаяся в отклонениях от целевого значения, должна быть минимизирована. Последователи такого подхода стараются улучшить способность поддержания процесса в более узких границах поля допуска для расширения возможностей совершенствования качества процесса или продукции.
Другое крайнее мнение заключается в том, что если границы поля допуска выполняются, то неэкономично вводить излишнее управление процессом, так как можно нарушить тенденцию процесса к снижению изменчивости. Это часто является результатом давления со стороны персонала, занимающегося только контролем, а не в рамках программ улучшения качества продукции или процесса.
Приемочная контрольная карта - одно из средств, охватывающих широкий диапазон методов достаточно логичным и простым способом. Она способна различать составляющие присущей процессу изменчивости, случайно возникающие по всему процессу, и дополнительные факторы, влияющие на местоположения уровня процесса, которые проявляются реже.
Когда эти сдвиги возникают, процесс может затем стабильно работать на новом уровне до возникновения следующего такого явления. Между этими возмущениями процесс находится в стабильном состоянии по отношению к присущей ему изменчивости.
Пример такой ситуации: процесс, использующий большие партии сырья. Изменчивость в пределах партии может рассматриваться как присущая изменчивость. Когда используется новая партия материала, ее отклонение от цели может отличаться от предыдущей партии. Составляющая изменчивости между партиями входит в систему через дискретные интервалы.
Пример этой изменчивости внутри и между партиями может возникнуть при замене штампов деталей машин. Цель карты - определить износ штампа до такого состояния, когда его нужно отремонтировать или заменить. Скорость износа зависит от твердости последовательных партий материала, и поэтому ее трудно предсказать. Применение в этой ситуации приемочной контрольной карты дает возможность принять решение о подходящем времени для обслуживания штампа.
Приемочная контрольная карта основана на контрольной карте Шухарта, но ведется так, что процесс может сдвигаться в направлении контрольных границ, если поле допуска достаточно широко, или ограничиваться более узкими границами, если присущая изменчивость процесса относительно велика или составляет большую часть ширины поля допуска.
Задача состоит в определении такого процесса, уровень которого сместился бы настолько далеко от целевого значения, что он заведомо давал бы нежелательный процент изделий, выходящих за границы требований или представлял бы избыточный сдвиг уровня процесса.
При нанесении данных на карту средних значений последовательно, по мере изготовления продукции, заметно постоянное изменение средних значений. В центральной зоне (зоне приемлемых процессов) находится приемлемая продукция (см. рисунок 1). Данные во внешних зонах представляют процесс, создающий неприемлемую продукцию.
Между внутренней и внешними зонами находятся зоны, где производится приемлемая продукция, но необходимо следить за процессом. В том случае, если данные сдвигаются к внешней зоне, могут приниматься корректирующие действия. Эти критерии являются базовыми для приемочной контрольной карты. Данный стандарт содержит руководство по практическому использованию приемочных контрольных карт и установлению надлежащих контрольных границ для одно- и двустороннего допуска.
Поскольку невозможно иметь одну линию, резко разделяющую удовлетворительный и неудовлетворительный уровни качества, необходимо определить такой уровень процесса, при котором его принимают почти всегда с вероятностью (1-).
Это приемлемый уровень процесса (), который дает внешнюю границу зоны приемлемых процессов, находящуюся около целевого значения
(см. рисунок 1).
Любой процесс, имеющий центр ближе к целевому значению, чем к , имеет риск отклонения меньше
. Так, чем ближе процесс к цели
, тем менее вероятно, что удовлетворительный процесс будет отклонен. Также необходимо определить такой уровень процесса, при котором неприемлемый процесс будет отклонен почти всегда с вероятностью (1-
). Этот нежелательный уровень процесса называется неприемлемым уровнем (
). Любой процесс, находящийся еще дальше от целевого значения, чем
, будет иметь вероятность приемки меньше чем
.
Уровни процесса, лежащие между и
, представляют продукцию пограничного качества, то есть такого качества, при котором нет необходимости затрачивать время на подналадку, и продукция может быть в некоторых случаях использована без корректировки уровня процесса. Область между
и
часто называют "зоной неопределенности". Ширина этой зоны - функция требований к конкретному процессу и установленным рискам. Чем уже эта зона, то есть чем ближе
и
, тем больше должен быть объем выборки. Этот подход дает реальную оценку эффективности системы приемочного контроля, а также описательный метод для системы управления. Для построения приемочной контрольной карты, как для любой системы выборочного приемочного контроля, необходимы следующие четыре элемента:
a) приемлемый уровень процесса (), связанный с односторонним
-риском;
b) неприемлемый уровень процесса (), связанный с односторонним
-риском;
c) критерий принятия решения или приемочные контрольные границы ();
d) объем выборки ().
Примечание - В настоящем стандарте определены односторонние - и
-риски. В случаях двустороннего технического допуска рисками являются 5%-ный риск превысить верхнюю контрольную границу или 5%-ный риск попасть ниже нижней границы. Это приводит к полному риску, равному 5%.
При работе с приемочной контрольной картой оператору нужно знать только приемочные контрольные границы, объем выборки, частоту и способ отбора выборки. Инженер по качеству или квалифицированный оператор могут без особого труда построить контрольные границы самостоятельно, что даст им возможность более глубоко понять процедуру приемки процессов и вопросы управления.
6 Приемочный контроль процессов
6.1 Построение контрольной карты
Среднее значение параметров качества выборки наносят на приемочную контрольную карту следующим образом. По горизонтальной оси откладывают точки, соответствующие номеру выборки (порядковому, временному и т.п.), по вертикальной - соответствующее среднее значение выборки.
6.2 Интерпретация карты
Если нанесенная на карту точка попадает выше верхней контрольной приемочной границы ![]() или ниже нижней приемочной контрольной границы
или ниже нижней приемочной контрольной границы ![]() , процесс следует считать неприемлемым.
, процесс следует считать неприемлемым.
Если нанесенная точка близка к контрольной границе, необходимо для принятия решений использовать численные значения.
7 Установление параметров процесса
Установление значений любой пары определяющих элементов из приведенных четырех, а именно: с риском
,
с риском
, приемочная контрольная граница
или объем выборки
, определяет остальные два значения для приемочной контрольной карты. Кроме того, должно быть известно стандартное отклонение
внутри выборочной подгруппы, или его оценивают обычным для контрольных карт способом, то есть рассчитывают в соответствии с ГОСТ Р 50779.42 по формулам
![]() или
или ![]() ;
;![]() или
или ![]() ,
,
где - оценка стандартного отклонения внутри подгруппы;
- среднее размахов подгрупп;
- константа, зависящая от объема подгрупп;
- среднее выборочных стандартных отклонений подгрупп;
- константа, зависящая от объема подгруппы;
- оценка стандартного отклонения для доли несоответствующих единиц продукции в подгруппе;
- объем подгруппы;
- доля несоответствующих единиц продукции в подгруппе;
- оценка стандартного отклонения для числа несоответствий в подгруппе;
- число несоответствий в подгруппе.
Необходимо обратить внимание на то, что присущую процессу случайную изменчивость определяют для стабильного состояния, чтобы вычисления рисков были достоверны. Это можно сделать с помощью контрольной карты Шухарта размахов или стандартного отклонения.
Рассмотрение пары определяющих элементов:
a) определение и
с их соответствующими рисками
и
, вычисление объема выборки
и приемочной контрольной границы
.
Как правило, для контрольной приемочной карты принимают =0,05. Это значит, что риск отклонения процесса от целевого значения
всегда будет меньше
-риска.
Этот вариант при
меняют, когда
1) определяют приемлемые процессы, исходя из экономических или практических соображений через возможности процесса - допускаются малые дискретные сдвиги уровня процесса, дающие вклад в присущую изменчивость, а также на основе допустимого уровня качества, определяемого процентом изделий, выходящим за пределы поля допуска,
2) определяют неприемлемые процессы, исходя из практических соображений, из-за необоснованно больших сдвигов уровня процесса или через уровень процесса, приводящий к неудовлетворительному проценту изделий, выходящих за пределы поля допуска;
b) определение (с риском
) и объема выборки
, вычисление
для данного
-риска и
.
Этот вариант применяют, когда определяют приемлемые процессы, как в перечислении 1) выше, при этом существует ограничение на допускаемый объем выборки;
с) определение (с риском
) и объема выборки
, вычисление
для данного
-риска и
.
Этот вариант применяют, когда определяют неприемлемые процессы, как в перечислении 2) выше, при этом существует ограничение на допускаемый объем выборки;
d) определение и
, вычисление
для данного
-риска и
для данного
-риска.
Этот вариант применяют для интерпретации значений данной контрольной карты, выявления ее наиболее эффективных уровней приемлемых и неприемлемых процессов.
Остальные сочетания пар определяющих элементов применяются реже.
Примеры, приведенные в разделе 9 настоящего стандарта, используют двусторонний технический допуск с границами и уровнями, определенными выше и ниже целевого значения.
Метод приемочных контрольных карт также применим для односторонних допусков. Кроме того, здесь отсутствует требование симметричности значений относительно целевого значения. В случае, если используют несимметричные границы технического допуска, необходимо применять более жесткие требования, а именно: уменьшить расстояние между элементами и
по 8.1.1.
8 Процедуры вычислений
8.1 Выбор пар элементов
8.1.1 Определение элементов и
В случае переменных
можно выбирать несколькими способами. Если известны границы технического допуска и исходное распределение индивидуальных значений единиц выборки, то
можно определить через приемлемую долю (или процент) несоответствующих единиц продукции
в случае центровки процесса на
(см. рисунок 2). Если исходное распределение нормальное (Гаусса), то можно применить одностороннюю таблицу значений нормального распределения. Поправочные коэффициенты для приведения к двусторонней вероятности, требуемой для данных, расположенных очень близко к целевому значению или на целевом уровне, для выбора
даны в таблице 1 и приведены в примере 5 раздела 9.
Таблица 1 - Данные для определения приемочных контрольных границ
|
| ||||||
Разность между | Разность между | Разность между | Разность между | ||||
Не менее 0,85 | 1,65 | Не менее 2,50 | 0,950 | Не менее 0,67 | 2,33 | Не менее 3,00 | 0,990 |
0,80 | 1,65 | 2,45 | 0,951 | 0,60 | 2,33 | 2,93 | 0,990 |
0,70 | 1,66 | 2,36 | 0,952 | 0,50 | 2,33 | 2,83 | 0,990 |
0,60 | 1,67 | 2,27 | 0,953 | 0,40 | 2,37 | 2,77 | 0,991 |
0,50 | 1,68 | 2,18 | 0,954 | 0,30 | 2,37 | 2,67 | 0,991 |
0,40 | 1,71 | 2,11 | 0,956 | 0,20 | 2,41 | 2,61 | 0,992 |
0,30 | 1,75 | 2,05 | 0,960 | 0,10 | 2,52 | 2,62 | 0,994 |
0,20 | 1,80 | 2,00 | 0,964 | 0,00 | 2,58 | 2,58 | 0,995 |
0,10 | 1,87 | 1,97 | 0,969 |
|
|
|
|
0,00 | 1,96 | 1,96 | 0,975 |
|
|
|
|
| |||||||
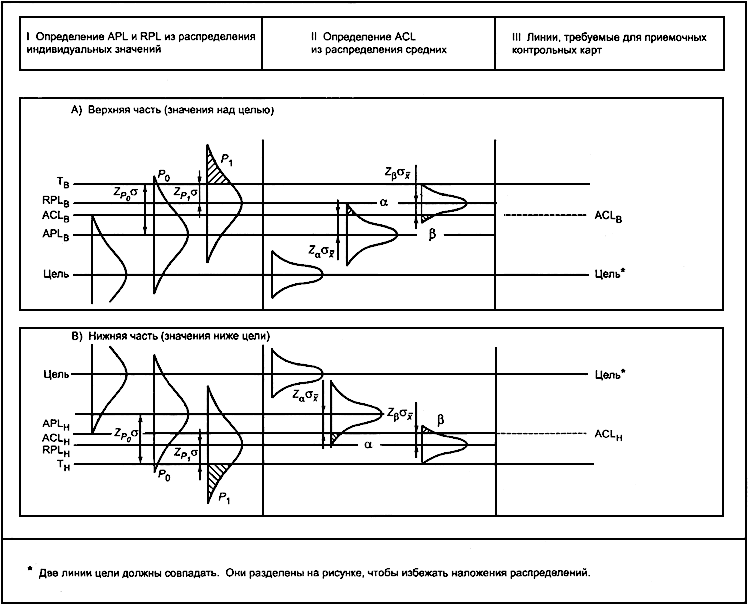
Рисунок 2 - Границы и определяющие элементы
приемочных контрольных карт
Для объема выборок, равного четырем единицам и более, справедливо предположение о нормальности распределения для -карт. Однако интерпретация долей (процентов) несоответствующих единиц, связанных с
и
, зависит от исходного распределения. Например, для других распределений вероятности следует пользоваться соответствующими таблицами и заменить значения квантилей стандартного нормального закона распределения на необходимые значения. (В некоторых источниках вместо
применяют символы
или
). Выбор
подчеркивает, что представляемое расстояние - это абсолютная разность между центром распределения и областью хвоста, в то время как
представляет разность между минус
и областью хвоста. Преимущество применения
в том, что границы и определяющие элементы попадают выше и ниже центра, так что удобно иметь одинаковые значения
и
с двух сторон от цели. Это помогает и в геометрической интерпретации расположения линий на карте (см. рисунок 1):
![]()
![]()
![]()
где ,
- верхняя и нижняя границы поля допуска;
- квантиль стандартного нормального закона распределения уровня
(для приемлемой доли или процента несоответствующих единиц продукции);
- стандартное отклонение внутри подгруппы.
В примере 1 раздела 9 определены -карты с
и
через проценты несоответствующих единиц продукции.
В некоторых случаях выбор значения может быть напрямую не связан с границами поля допуска и его можно выбрать произвольно. Опыт показывает, что "неэкономичные" или "труднорегулируемые" причины сдвигов уровня процесса соответствуют достаточно узкой зоне. Граница этой зоны может быть произвольно обозначена как
(пример 2 в разделе 9). В этом случае не требуются предположения о нормальности распределения.
Подобным образом можно выбрать несколькими способами. Он может быть связан с границами поля допуска с помощью определяемой неприемлемой доли (процентом) несоответствующих единиц продукции
, которая может возникнуть в том случае, когда процесс центрирован на
.
![]()
![]() ,
,
где ,
- верхняя и нижняя границы поля допуска;
- квантиль стандартного нормального закона распределения уровня
(для доли или процента несоответствующих единиц продукции);
- стандартное отклонение внутри рациональной подгруппы.
В некоторых случаях выбор может быть произвольным, если есть ощущение, что уровень процесса не превысит некоторое расстояние от целевого значения.
Поскольку и
,
и
выбраны, то верхнюю приемочную границу
![]() рассчитывают по формуле
рассчитывают по формуле

где и
- квантили стандартного нормального закона распределения уровня
и
соответственно.
Нижнюю границу ![]() рассчитывают по формуле
рассчитывают по формуле

Если риски и
выбраны равными, приемочная контрольная граница лежит посредине между
и
.
Объем выборки можно вычислить по формуле
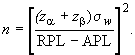
Для асимметричных границ (раздел 7) объем выборки вычисляют по формуле

Вместо этих вычислений можно применить номограмму или кривую оперативной характеристики (ОХ). Примеры применения формул и номограмм приведены в приложении А.
8.1.2 Определение элементов ,
,
и
выбирают, как указано в 8.1.1. Объем выборки можно взять, исходя из практических соображений и удобства в работе, или установить его как пробное значение для оценки значений
и
. Если объем выборки неудовлетворителен, процесс можно повторить или вычислить
с помощью представленных комбинаций, причем значения
,
и
должны быть заданы:
![]()
![]()
![]()
![]()
См. пример применения 2 в разделе 9.
8.1.3 Определение элементов ,
,
и
выбирают, как указано в 8.1.1. Как и при соотношениях в 8.1.2, объем выборки может быть установлен из практических соображений или выведен методом итерации, причем значения
,
и
должны быть заданы:
![]()
![]()
![]()
![]()
См. пример применения 3 в разделе 9.
8.1.4 Определение элементов ,
,
и
и
можно выбрать на основе системы управления Шухарта и далее вычислить значения
с риском
и
с риском
, причем значения
и
должны быть заданы:
![]()
![]()
![]()
![]()
См. пример применения 4 в разделе 9.
8.2 Частота взятия выборок
Соотношение между объемом выборки и рисками и
было рассмотрено выше. Частота взятия выборок в настоящем стандарте не рассматривается. Если процесс стабилен на достаточно длительном промежутке времени с точки зрения изменчивости, и сдвиги уровня наблюдались в пределах зоны приемлемых процессов, частота выборок может быть относительно низкой по сравнению с менее стабильными процессами. Потери от ошибочных решений должны в некоторой степени учитываться при выборе значений
и
, хотя они также тесно связаны с частотой взятия выборок.
8.3 Другие случаи
В случае контроля доли (процента) несоответствующих единиц продукции или числа несоответствий
ход рассуждений тот же. Для
-карт
определяют как
, a
- как
. Для
-карт значения
и
обычно не связаны с числом единиц продукции, выходящих за границы.
Для обнаружения сдвигов уровня процесса или числа единиц продукции, выходящих за границы, следует применять - и
-карты Шухарта. Это приводит к двусторонним границам для получения информации об улучшении или ухудшении работы процесса. Приемочные контрольные карты (
- и
-карты) более тесно связаны с планами приемочного выборочного контроля, но выводы делаются относительно процесса, а не партии единиц продукции. Приемочная контрольная карта рассматривает
-риск принятия повышенных уровней несоответствия и
-риск отклонения процессов, центрированных на
, при этом могут быть определены подходящие объем выборки и приемочные контрольные границы.
Исходным распределением для -карты является биномиальное распределение, а для
-карты - пуассоновское. Большинство контрольных карт Шухарта для признаков пригодно для целей управления и использует аппроксимации нормального распределения (то есть
![]() и
и ![]() ), если
), если не очень мало [где
- выборочное стандартное отклонение для средней доли несоответствующих единиц продукции в подгруппах, рассчитываемое по формуле
![]() ;
; - выборочное стандартное отклонение для среднего числа несоответствий в подгруппах, рассчитываемое по формуле
![]() (см. ГОСТ Р 50779.40)].
(см. ГОСТ Р 50779.40)].
Если требуется предельная точность (1 к 1000), то может быть предпочтительнее применять вероятностные пределы.
9 Примеры
9.1 Пример 1 (рисунки А.3 и А.4 приложения А)
Операция: наполнение раствором бутылок вместимостью (10,0±0,5) см.
Измерение: объем раствора (при номинальном значении 10 см).
Изменчивость: Известно, что присущая изменчивость из-за случайных причин имеет нормальное распределение. Из прошлого опыта установлено =0,1 см
.
Цель: процесс принимается, если наполнение менее 0,1% количества бутылок выходит за пределы (10,0±0,5) см.
Процесс отклоняется, если более 2,5% количества бутылок выходит за эти пределы.
Для вычисления и
используют следующие данные:
=10,5 см
;
=9,5 см
;
=0,1 см
.
Критическое значение нормального распределения (отсекающее площадь хвоста, равную установленной доле превышения объемом бутылок границ поля допуска):
= 3,090 при
= 0,001;
= 1,960 при
= 0,025.
Получаем:


Установлены риски: = 5% и
= 5%, так что
![]() = 1,645.
= 1,645.
Таким образом:


Объем выборки

Объем выборки округляется до 9, чтобы гарантировать установленные значения и
.
Выводы
a) отклонение процесса розлива от номинального уровня в пределах 0,191 см означает, что менее 0,1% бутылок выходит за границы технического допуска. Процесс считается приемлемным с уверенностью 95% или выше;
b) отклонение процесса розлива от номинального уровня за пределы ±0,304 см означает, что более 2,5% бутылок выходят за границы технического допуска. Процесс считается неприемлемым с уверенностью 95% или выше;
c) отклонение процесса розлива от номинального уровня в пределах от плюс 0,191 до плюс 0,304 см или в пределах от минус 0,304 до минус 0,191 см
считается недостаточным основанием для уверенного отклонения процесса и для уверенного принятия. Процесс находится в зоне неопределенности или в зоне "безразличного качества".
9.2 Пример 2 (рисунок А.5 приложения А)
Операция: процесс покрытия.
Измерение: толщина покрытия.
Изменчивость: Присущую изменчивость толщины покрытия узких продольных полос, измеренных поперек покрытия, можно оценить. Стандартное отклонение можно принять равным 0,005 (= 0,005).
Цель: Здесь более важна однородность покрытия от полосы к полосе, чем действительный уровень процесса, поэтому решено, что полосы, имеющие средние значения, не выходящие за пределы ±0,008 мм от общего среднего всех полос, следует принимать с риском = 5% и менее.
Объем выборки установлен равным 4 (= 4).
![]() = - 0,008,
= - 0,008, = 0,05,
= 1,645;
![]() = + 0,008,
= + 0,008, = 0,05,
= 1,645.
Вычисляем нижнюю приемочную контрольную границу:
![]()
Вычисляем нижнюю границу неприемлемого процесса при = 5%:
![]()
Аналогично:
![]()
![]()
Выводы:
a) полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия всех полос, не выходящим за пределы ±0,008 мм, принимаются однородными с уверенностью 95% или выше;
b) полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия всех полос в пределах ±0,016 мм или выходящим за этот предел, отклоняются с уверенностью 95% или выше из-за недостаточной однородности;
c) полосы, имеющие среднюю толщину покрытия, отклоняющуюся от средней толщины покрытия всех полос в пределах от плюс 0,008 до плюс 0,016 мм или от минус 0,016 до минус 0,008 мм находятся в зоне неопределенности. Они имеют отклонения толщины покрытия недостаточно малые, чтобы уверенно принять, и недостаточно большие, чтобы уверенно отклонить.
Заметим, что если эта "зона безразличия" от 0,008 до 0,016 будет сочтена слишком широкой, то ее можно сузить, установив больший объем выборки. Если = 16 вместо 4, приемочная контрольная граница будет находиться в пределах ±0,010, а значения
- в пределах ±0,012. Если вместо этого потребовать улучшения процесса однородности покрытия,
можно сместить ближе к номинальному значению. Например, если решено, что нужно принять отклонение от номинального значения в пределах ±0,004 с риском
= 5%, то для объема выборки, равного 4, новые приемочные контрольные границы будут находиться в пределах ±0,008, а
- в пределах ±0,012.
9.3 Пример 3 (рисунок А.6 приложения А)
Операция: обрубка дюбеля на длину (11,250±0,625) мм.
Измерение: длина дюбеля (номинальное значение 11,250 мм).
Изменчивость: Изменчивость внутригрупповая и присущая измерению подчиняется нормальному закону распределения со стандартным отклонением = 0,039 мм.
Цель: Из-за изменения обрубных средств происходит сдвиг среднего, поэтому необходимо иметь уверенность в том, что процесс установки дюбелей отклоняется тогда, когда 0,5% или более дюбелей не соответствуют требованиям допуска, то есть дюбели, имеющие длину (11,250±0,625) мм, принимаются с вероятностью 1/100 и менее. Выборку объемом = 4 берут каждые полчаса.
= 0,005 и
= 0,01 при
= 2,576 и
= 2,326 при нормальном распределении.
Верхняя граница неприемлемого уровня процесса равна:
![]() мм.
мм.
Нижняя граница неприемлемого уровня процесса равна:
![]() мм.
мм.
Верхняя приемочная контрольная граница равна:
![]() мм.
мм.
Нижняя приемочная контрольная граница равна:
![]() мм.
мм.
Когда = 0,05, то верхняя граница приемлемого уровня процесса равна:
![]() мм
мм
и нижняя граница приемлемого уровня процесса равна:
![]() мм.
мм.
В этом примере с широким полем допуска, рассчитываемым как 11,875-10,625=1,250, по сравнению с = 0,039, границы
расположены далеко от целевой линии и позволяют применять относительно простую установку дюбелей. Пример 5 рассматривает модификацию для суженных допусков.
9.4 Пример 4 (рисунок А.7 приложения А)
Операция: установка и прогон электронной лампы.
Измерение: ток катода (целевой уровень - 80,0 мА).
Изменчивость: Из прошлого опыта известна присущая процессу изменчивость = 5 мА.
Цель: Постоянно применяется контрольная карта Шухарта с контрольными границами 73,3 и 86,7 мА. Объем выборки = 5. К этой процедуре управления нужно добавить ведение приемочной контрольной карты с такими же объемом выборки и контрольными границами.
Желательно определить такие элементы, как и
.
Приемлемые и неприемлемые уровни процесса при рисках = 5% можно рассчитать следующим образом:
![]() мА и
мА и![]() мА;
мА;![]() мА и
мА и![]() мА.
мА.
Фактически данная система имеет = ±3,0 мА и
= ±10,4 мА.
Полученные значения и
можно сравнить с требованиями технического допуска.
9.5 Пример 5 (рисунок А.8 приложения А)
Данный пример описывает ту же ситуацию, что и пример 3. Однако требования технического допуска суженны, он имеет значение (11,25±0,1) мм. Значение поля допуска равно 0,2 при =0,039, что эквивалентно разбросу 5
. При такой ситуации необходимо строгое управление. Для этого за номинальное значение выбирается
с
= 0,05. Объем выборки такой же, что и в примере 3, а именно
= 4. Поскольку зона приемлемых процессов преобразовалась в одну линию на номинальном уровне, то риск разделился между попаданиями значений длин дюбелей за уровни
![]() и
и ![]() . При этом значения
. При этом значения должны быть модифицированы, как показано в таблице 1. Такая ситуация учитывает, что процесс, центрированный на
, может быть отклонен из-за попадания точки за любую из двух приемочных контрольных границ (двусторонние риски), а не только за верхнюю или нижнюю (односторонний риск), когда значения
лежат на расстоянии, большем чем 0,85
![]() от целевого значения.
от целевого значения.
![]() мм;
мм;![]() мм;
мм;![]() мм;
мм;![]() мм.
мм.
Примечания
2 Значения берут из таблицы 1 для нулевого отклонения
от целевого значения.
3 При условиях, описанных в данном примере, организации желательно повысить однородность процесса и снизить .
10 Коэффициенты для приемочных контрольных границ
Коэффициенты для приемочных контрольных границ учитывают односторонний хвост нормального распределения, если не лежит в пределах 0,85
![]() от целевого уровня при
от целевого уровня при =0,05 и 0,67
![]() от целевого уровня - при
от целевого уровня - при =0,01. Эти значения - внешняя граница ситуаций, представляющих "жесткие" требования технического допуска, при котором риск необходимо поделить надлежащим образом между сторонами целевого значения (рисунок 3). Графы в таблице 1 дают:
a) кратные ![]() - расстояние
- расстояние от целевого уровня (графы 1 и 5);
b) кратные ![]() - расстояние
- расстояние от целевого уровня, которое равно сумме расстояния
и соответствующей компоненты
для меняющихся степеней двусторонних рисков
(графы 3 и 7);
c) значения для
- при построении приемочных контрольных карт с использованием номограмм, представленных на рисунках А.1-А.8 (графы 4 и 8).
Первая строка таблицы 1 содержит обычные множители для уровней , а следующие строки - для "жестких" требований технических допусков.
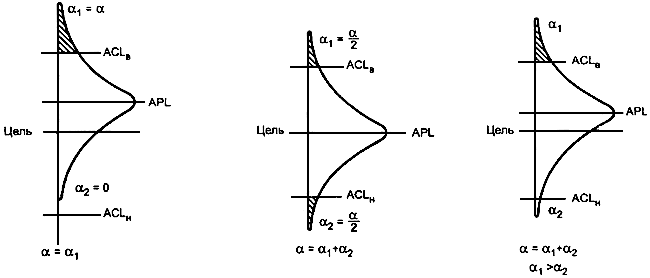
а) случай с обычными требованиями технического допуска | b) случай с "жестким" техническим допуском |
Рисунок 3 - Приемочные контрольные границы
ПРИЛОЖЕНИЕ А
(обязательное)
Номограммы для построения приемочных контрольных карт
А.1 Общие положения
Вместо вычислений для разработки приемочной контрольной карты можно применять номограммы. Этот подход дает преимущество в доступе к любой информации на основе кривой ОХ.
А.2 Приемочные контрольные карты для средних
На рисунке A.1 представлена номограммная бумага, используемая для (приблизительно) нормально распределенных процессов. Поскольку вертикальная ось использует вероятностную шкалу, а горизонтальная - линейную, любая кривая ОХ (вероятность приемки процесса как функция среднего
) будет представлять собой прямую линию в одностороннем случае. Также можно работать с двусторонними контрольными картами, если две приемочные контрольные границы не слишком близки (например, больше 4
). Контрольная карта практически составляется из двух односторонних процедур, если эти две границы расположены близко, то легко построить совместную кривую ОХ.
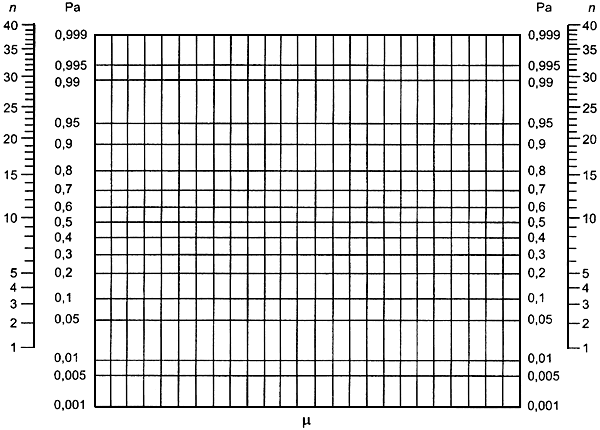
Рисунок А.1 - Номограммная бумага для построения
приемочной контрольной карты
А.2.1 Односторонний подход
Принцип односторонней процедуры показан на рисунке А.2. Кривая ОХ представляет собой прямую линию. Для приемочная контрольная граница равна значению
, дающему вероятность приемки
= 0,5 или 50%. Наклон кривой ОХ зависит от шкалы стандартного отклонения процесса, выбранной по горизонтальной оси, и объема выборки. Связь между этими параметрами представлена штриховой линией, параллельной кривой ОХ. Штриховая линия нужна для построения контрольной карты. Кроме стандартного отклонения процесса, используют четыре следующих параметра:
a) приемлемый уровень процесса при вероятности приемки ![]() и
и ![]() ;
;
b) неприемлемый уровень процесса при вероятности приемки ![]() и
и ![]() ;
;
c) контрольная приемочная граница ![]() ;
;
d) объем выборки .
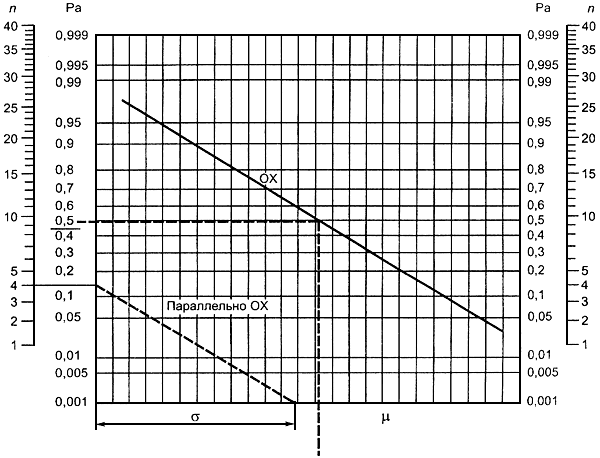
Рисунок А.2 - Построение приемочной контрольной карты.
Односторонний допуск
Если любые два из этих четырех параметров даны, остальные два параметра можно вывести. Данную процедуру детально иллюстрируют следующие примеры:
Пример 1 (рисунки А.3 и А.4) и см. раздел 9
Даны:
при
![]() ,
,
при
![]() .
.
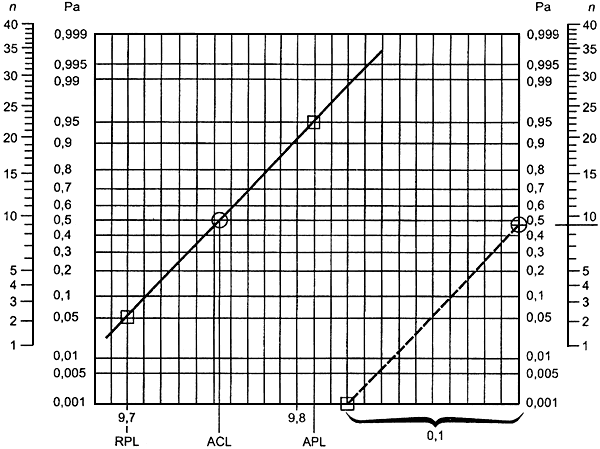
Обозначения:
- дано;
- получено
Дано: = 9,809 при
= 0,95;
= 9,696 при
= 0,05;
= 0,1.
Результат: = 9;
= 9,755.
Рисунок А.3 - Построение приемочной контрольной карты. Пример 1
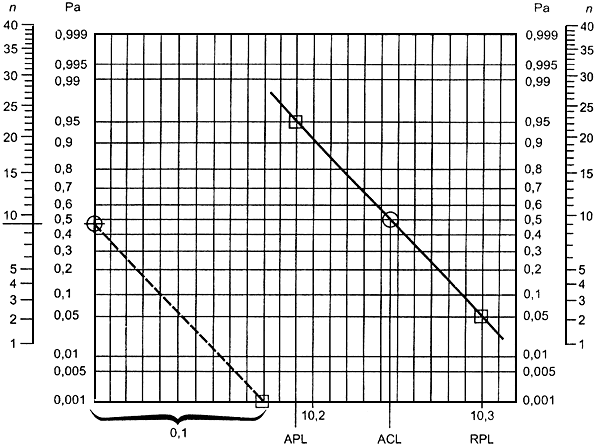
Обозначения:
- дано;
- получено
Дано: = 10,191 при
= 0,95;
= 10,304 при
= 0,05;
= 0,1.
Результат: = 9;
= 10,245.
Рисунок А.4 - Построение приемочной контрольной карты. Пример 1
Пример 2 (рисунок А.5) и см. раздел 9
Даны: при
![]() ;
; ;
.
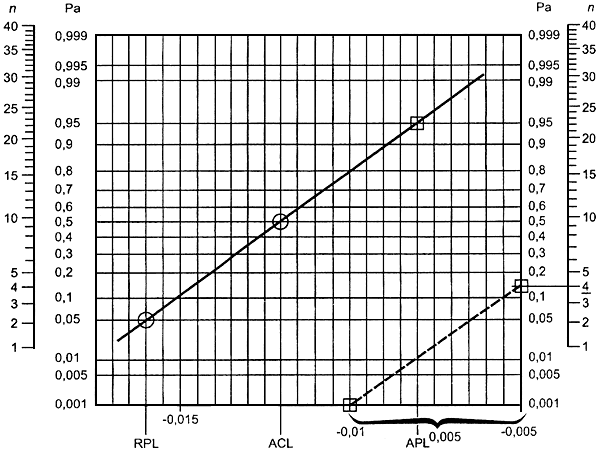
Обозначения:
- дано;
- получено
Дано: = -0,008 при
= 0,95;
= 4;
= 0,005.
Результат:
= -0,016 при
= 0,05;
= -0,012.
Рисунок А.5 - Построение приемочной контрольной карты. Пример 2
Пример 3 (рисунок А.6) и см. раздел 9
Даны: с
![]() ;
; ;
.
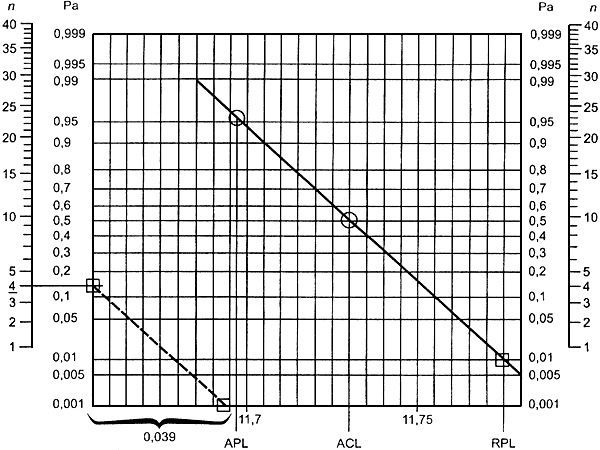
Обозначения:
- дано;
- получено
Дано: = 11,775 при
= 0,01;
= 4;
= 0,039.
Результат:
= 11,698 при
= 0,95;
= 11,730.
Рисунок А.6 - Построение приемочной контрольной карты. Пример 3
Пример 4 (рисунок А.7) и см. раздел 9
Даны: ;
;
.
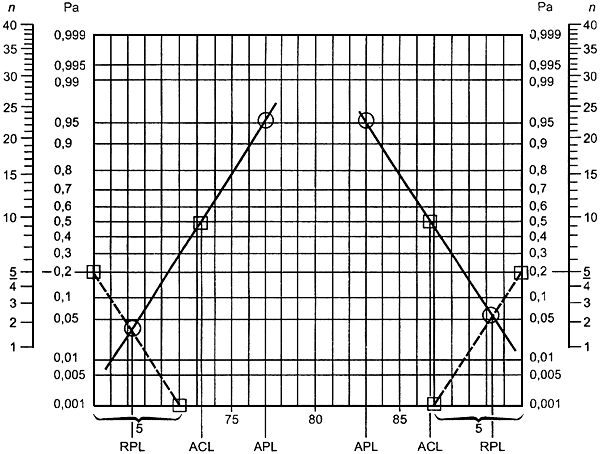
Обозначения:
- дано;
- получено
Дано: = 73,3 и 86,7;
= 5;
= 5.
Результат:
= 77,0 и 83,0 при
= 0,95;
= 69,6 и 90,4 при
= 0,05.
Рисунок А.7 - Построение приемочной контрольной карты. Пример 4
А.2.2 Объединенный двусторонний подход
При "жестком" техническом допуске рекомендуется следующая процедура. Вместо двух уровней применяют только один уровень
на центральном или целевом значении
:
![]() при
при ![]() .
.
Для построения контрольной карты должен быть еще один дополнительный параметр. Используя точку
![]() при
при ![]() ,
,
строят две прямые линии так же, как строили кривые ОХ для односторонних процедур:
с левой стороны: ![]() ;
;
с правой стороны: ![]() .
.
С помощью этих двух прямых строят кривую ОХ с вероятностью приемки процесса . Так,
![]() или
или ![]() .
.
При этом "жесткий" допуск предполагает, что верхнее и нижнее значения совпадают с целевым уровнем. Допускается их расположение в других местах (рисунок 3), так что для этого случая будет более подходить значение между
и
![]() .
.
Следующий пример иллюстрирует эту процедуру.
Пример 5 (рисунок А.8) и см. раздел 9.
Даны при
![]() (целевое значение);
(целевое значение); ;
.
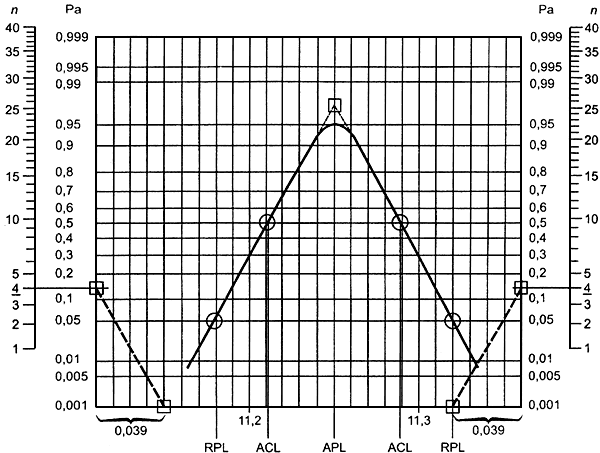
Обозначения:
- дано;
- получено
Дано: - номинальное значение = 11,250 при
= 0,95;
= 4;
= 0,039.
Результат:
= 11,180 и 11,320 при
= 0,05;
= 11,212 и 11,288.
Рисунок А.8 - Построение приемочной контрольной карты. Пример 5
А.3 Пояснения к рисункам А.1-А.8
- вероятность приемки процесса;
![]() ;
;
- среднее процесса;
- объем выборки;
- стандартное отклонение, соответствующее присущей процессу изменчивости.
ПРИЛОЖЕНИЕ В
(обязательное)
Статистический приемочный контроль качества продукции
с учетом требований ГОСТ Р 50779.30 при применении поставщиком
приемочных контрольных карт
В тех случаях, когда поставщик и потребитель в договоре или поставщик или потребитель в одностороннем порядке установили, что приемка продукции должна проводиться с учетом требований ГОСТ 50779.30, следует соблюдать следующие правила:
1) Если , выбранная для расчета приемочной контрольной карты по настоящему стандарту, меньше или равна установленному нормативному уровню несоответствий
и если не отмечено нарушений процедуры ведения приемочной контрольной карты, то контроль готовой продукции поставщиком для целей приемки допускается не проводить (если иное не указано потребителем).
Планирование контроля потребителем - по его усмотрению.
2) Если >
, то следует пересмотреть назначенное значение величины
. Либо потребитель вправе потребовать проведения приемочного контроля готовой продукции перед поставкой для проверки соответствия назначенному
при установленной степени доверия.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2000
{kind=link}