57 руб. БЗ 5—92/565
ГОСТ Р 50348.1—92 (ИСО 7787/1-84)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ. ФРЕЗЫ
Часть 1
СТАЛЬНЫЕ ФРЕЗЫ
Издание официальное
ГОССТАНДАРТ РОССИИ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ. ФРЕЗЫ
Часть 1. ГОСТ Р
Стальные фрезы
50348.1—92
Dental rotary instruments Cutters
Part 1 Steel laboratory cutters
(ИСО 7787/1—84)
ОКП 94 3370
Дата введения 01 01.94
Настоящий стандарт входит в серию стандартов на стоматологические вращающиеся инструменты, состоящую из двух частей.
Часть 1. Стальные фрезы.
Часть 2. Твердосплавные фрезы.
Требования, установленные к стальным фрезам, важны для обеспечения взаимозаменяемости этих инструментов.
15-цифровой код для идентификации стоматологических вращающихся инструментов всех типов—по ГОСТ Р 50350 1 и ГОСТ Р 50350 2
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт Устанавливает размерные и другие требования для девяти наиболее широко применяемых стальных лабораторных фрез, которые используются в зуботехнической практике.
Требования настоящего стандарта являются обязательными.
2. ссылки
ГОСТ 26634 (ИСО 1797) «Инструменты стоматологические вращающиеся. Хвостовики».
ГОСТ Р 50349 (ИСО 2157) «Стоматологические вращающиеся инструменты. Номинальные размеры и обозначение».
ГОСТ 18242 (ИСО 2859) «Статистический приемочный контроль по альтернативному признаку. Планы контроля».
Издание официальное
@ Издательство стандартов, 19°3
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
ГОСТ Р 50350.1 (ИСО 6360/1) «Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 1. Общие характеристики».
ГОСТ Р 50350.2 (ИСО 6360/2) «Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 2. Форма и виды исполнения».
ГОСТ Р 50352 (ИСО 8325) «Инструменты стоматологические вращающиеся. Методы испытаний».
3. ОБОЗНАЧЕНИЯ
d — диаметр рабочей части, диаметр головки;
I — длина рабочей части, длина головки.
4. МАТЕРИАЛ
Стержень (хвостовик) и рабочая часть должны быть изготовлены из стали. Право выбора типа стали и способа ее обработки представляется изготовителю.
5. РАЗМЕРЫ И ЧИСЛО РЕЖУЩИХ КРОМОК
Размеры в миллиметрах согласно ГОСТ Р 50352 и число режущих кромок должны соответствовать Указанным на черт. 1—9 и табл.1—9.
Хвостовик должен быть типа 2 по ГОСТ 26634.
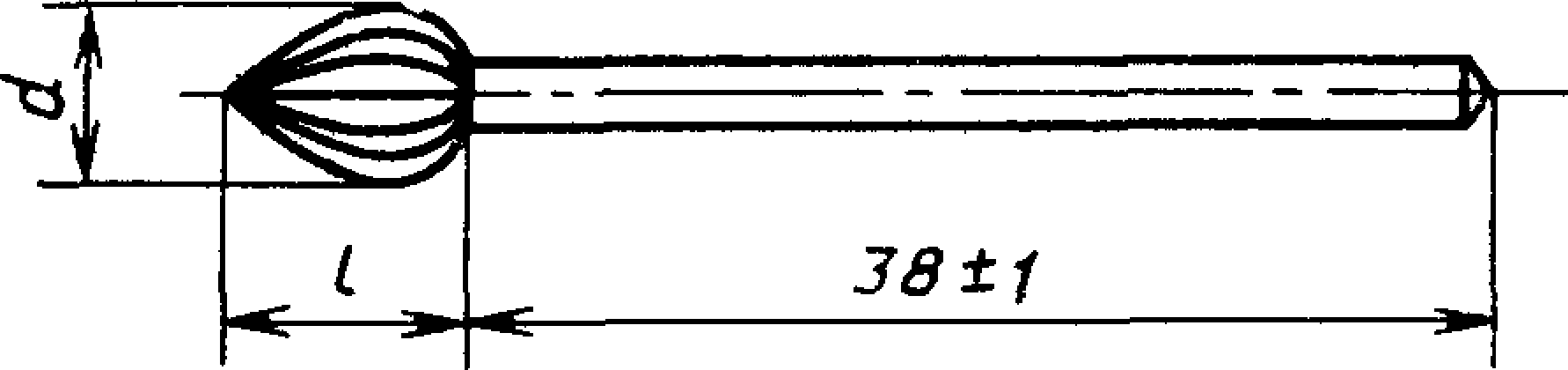
5.1. Шаровидная (сферическ а я) форма рабочей части
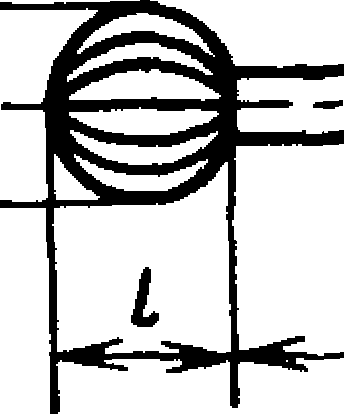
38 ±1
Черт. 1
■а*
Таблица 1
Условное обозначение фрезы | d +0,15 —0,25 | 1 ±0,25 | Минимальное число режущих кромок |
040 | 4 | 3,7 | 8 |
050 | 5 | 4.7 | 10 |
060 | 6 | 5,8 | 12 |
070 | 7 | 6,8 | 14 |
080 | 8 | 7,8 | 16 |
5.2. Рабочая часть в виде полусферы, дра и обратной полусферы
ЦИЛИН-
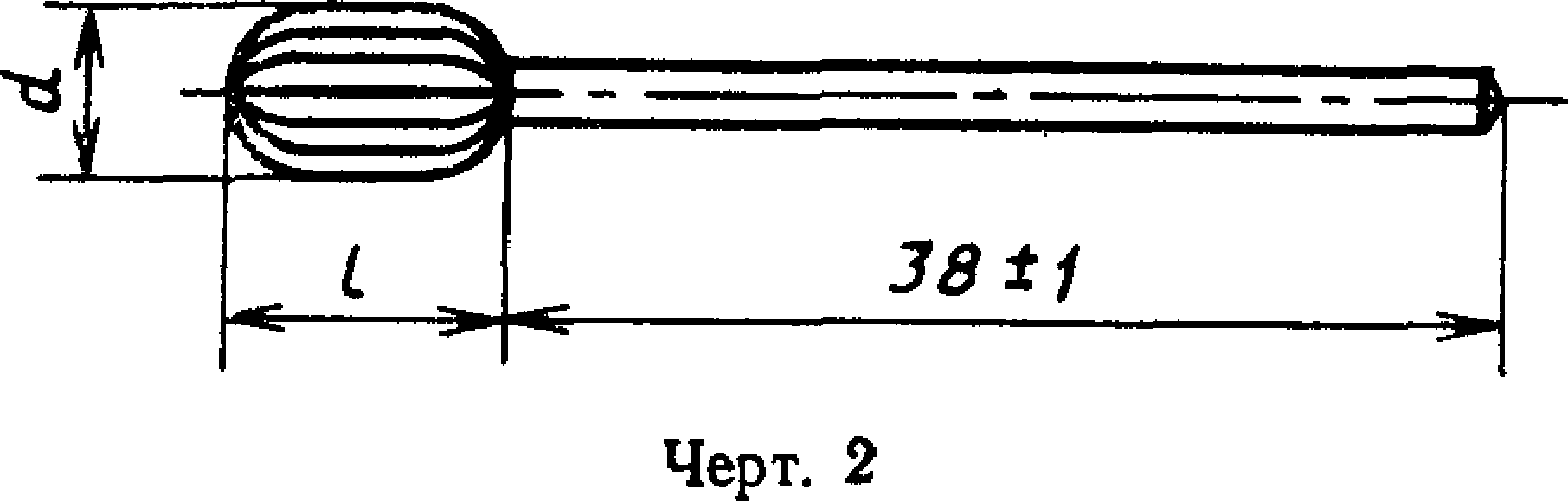
Таблица 2
Условное обозначение фрезы | d +0.15 -0.25 | 1 ±0.25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
0Е0 | 5 | 10 | 10 |
060 | 6 | 11 | 12 |
070 | 7 | 12 | 14 |
090 | 8 | 13 | 16 |
5.3. Эллипсоидная продольная форма раб о чей части
=----*г
за ±1
------^
Черт. 3
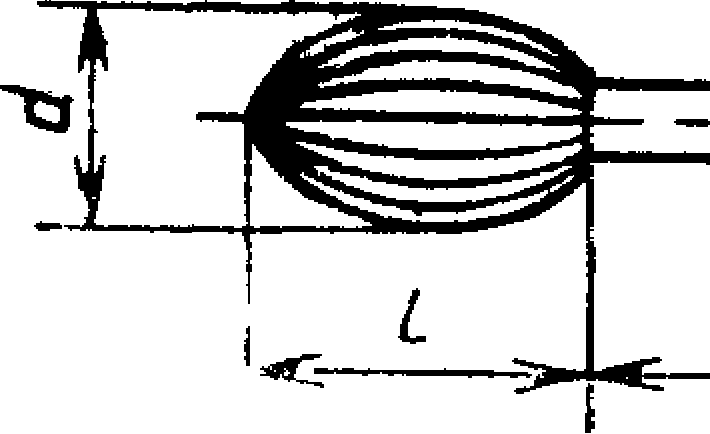
Таблица 3
Условное обозначение фрезы | d +0,15 —0,25 | ±0,25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
060 | 5 | Ю | 10 |
060 | 6 | 11 | 12 |
070 | 7 | 12 | 14 |
080 | 8 | 13 | 16 |
5.4. Эллипсоидная форма рабочей части (в виде широкого колеса с полукруглой периферией)
%
38 ±1
Черт 4
Таблица 4
Условное обозначение фрезы | d +0.15 —0,25 | 0,25 | Минимальное число режущих кромок |
040 | 4 | 2,5 | 8 |
обо | 5 | 3,0 | 10 |
060 | 6 | 3,5 | 12 |
070 | 7 | 4,0 | 14 |
080 | 8 | 4,5 | 16 |
5.5. Рабочая часть в виде полусферы усеченного конуса и обратной полусферы
«=14—18°
Черт. 5
Таблица 5
Условное обозначение фрезы | d + 0,15 —0,25 | 1 10,25 | Минимальное число режущих кромок |
040 | 4 | 8 | 8 |
050 | 5 | 9,5 | 10 |
060 | 6 | 11,0 | 12 |
070 | 7 | 12,5 | 14 |
т | 8 | 14,0 | 16 |
5.6. Огивальн о-с ферическая форма рабочей части
Черт. 6
Т а б л. и ц а 6
Условно; обозначение <Ьрезы | d 40,15 —0,25 | 1 0,25 | Минимальное число режущих кромок |
040 | 4 | 7 | 8 |
050 | 5 | 8 | 10 |
С 50 | 6 | 9 | 12 |
070 | 7 | 10 | 14 |
080 | 8 | 11 | 16 |
5.7. Рабочая часть в виде полусферы и обратного усеченного конуса
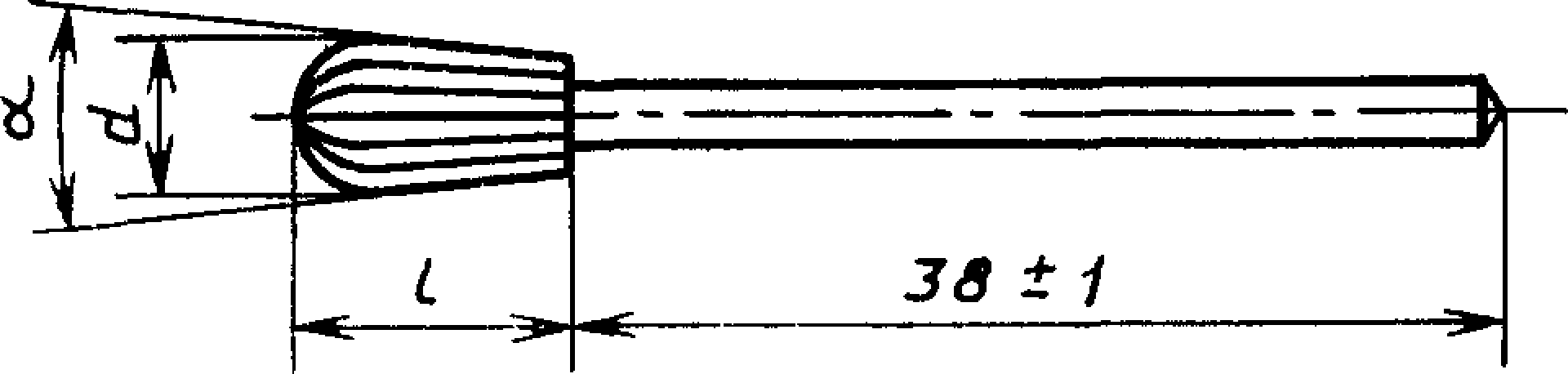
а = 14—18°
Черт. 7
Таблица 7
Условное обозначение фрезы | d 40,15 —0,25 | 1 0,25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
050 | 5 | 10 | 10 |
060 | 6 | 11 | 12 |
070 | 7 | 12 | 14 |
050 | 8 | 13 | 16 |
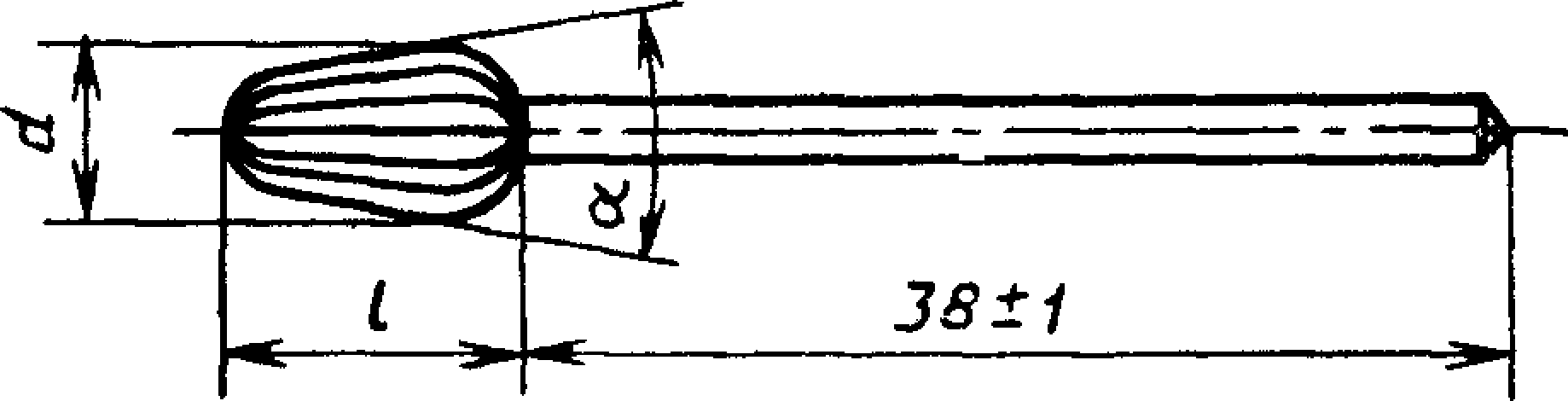
5.8. Продольная огивально-эллипсоидная форма рабочей части
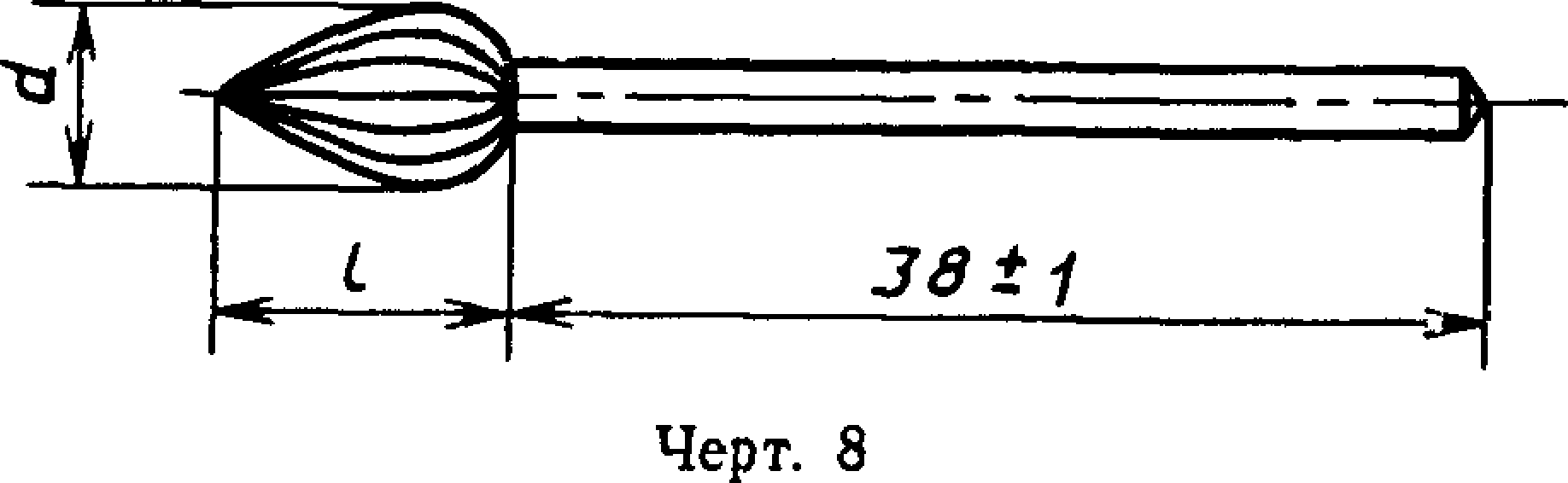
Таблица в
Условное обозначение фрезы | d +0,15 —0,25 | 1 ±0,25 | Минимальное число режущих кромок |
040 | 4 | 10 | 8 |
050 | 5 | 11 | 10 |
060 | 6 | 12 | 12 |
070 | 7 | 23 | 13 |
ОВО | 8 | 14 | 14 |
5.9. Колесовидная форма рабочей части
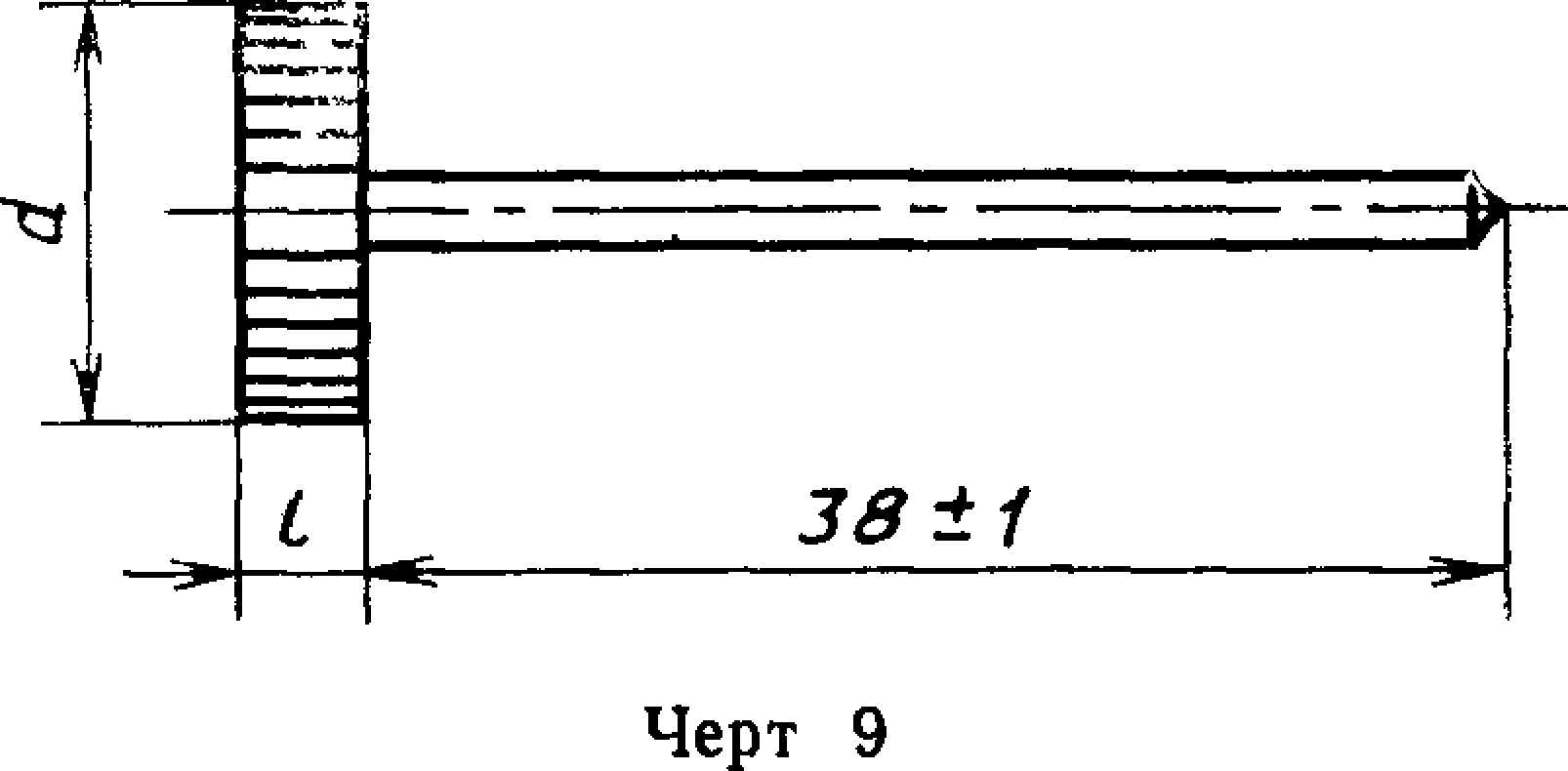
Таблица 9
Условное обозначение фрезы | d +0,15 -0,25 | 1 ±0,25 | Минимальное число режущих кромок |
100 | 10 | 3,5 | 18 |
125 | 12,5 | 3,5 | 22 |
140 | 14 | 4,0 | 26 |
160 | 16 | 4,0 | 30 |
6. РАДИАЛЬНОЕ БИЕНИЕ
Общее указанное радиальное биение, определенное согласно ГОСТ Р 50352, не должно превышать 0,12 мм.
Место измерения — наибольший диаметр рабочей части, для цилиндрических инструментов — ее середина.
7. ОТБОР ОБРАЗЦОВ И ДОПУСТИМЫЙ УРОВЕНЬ КАЧЕСТВА
Допустимый уровень качества (AQL) согласно ГОСТ 18242 должен быть 6,5.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 279 «Зубоврачебное дело»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 14.10.92 № 1374
Настоящий стандарт подготовлен методом прямого применения международного стандарта И СО 7787/1— М «Стоматологические вращающиеся инструменты. Фрезы. Часть 1. Стальные фрезы» и полностью ему соответствует
3. Срок проверки — 1998 г., периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечествен но го НТД, на который дана ссылка | Обозначение соответствую щего международного стандарта | Номер раздепа |
ГОСТ 18242—72 | ИСО 2859—85 | 2 7 |
ГОСТ 26634—91 | ИСО 1797—85 | 2 5 |
ГОСТ Р 50349—92 | ИСО 2157—84 | 2 |
ГОСТ Р 50350 1* 92 | ИСО 6360/1—85 | 2 |
ГОСТ Р 503502—92 | ИСО 6360/2—85 | 2 |
ГОСТ Р 5С 352-92 | ИСО 8325—85 | 2, 5 6 |
Редактор В М Лысенкина Технический редактор Г А Теребинкина Корректор О Я. Чернецова
Сдано в наб 13Ц92 Поди в печ >312 92 У(.ч л л 0 ю8 Уел кр <>гг о $8
Уч изд л 0 37 Тираж 193 экз
Ордена «Знак Почета» Издательство стандартов 123537 Москва 1ГП
Иовопресненский пер 3
Калужская типография стандартов ул Московская 256 Зак 2687
{kind=link}